



最先端の放電加工技術で精密工学を極める
精密工学における画期的な進歩により、 Edm drilling 従来の技術をはるかに超える精度で微細な穴を開けるための基盤技術として登場しています。この高度な機械加工プロセスでは放電によって材料を除去し、最も困難な素材であっても非常に小さく正確な穴を製造することが可能になります。産業界がミニチュア化の限界を押し進めている現在、放電加工によるドリル加工は、現代の製造工程における微細穴加工へのアプローチを継続的に革新しています。
放電加工によるドリル加工は、航空宇宙から医療機器製造に至るまで、あらゆる産業分野において不可欠な存在となっています。その技術は0.1mm径の微細な穴を開けることが可能でありながら、優れた精度を維持できるため、複雑な製造課題に対する最適な解決策として採用されています。
放電加工ドリル工程の理解
放電加工の基本原理
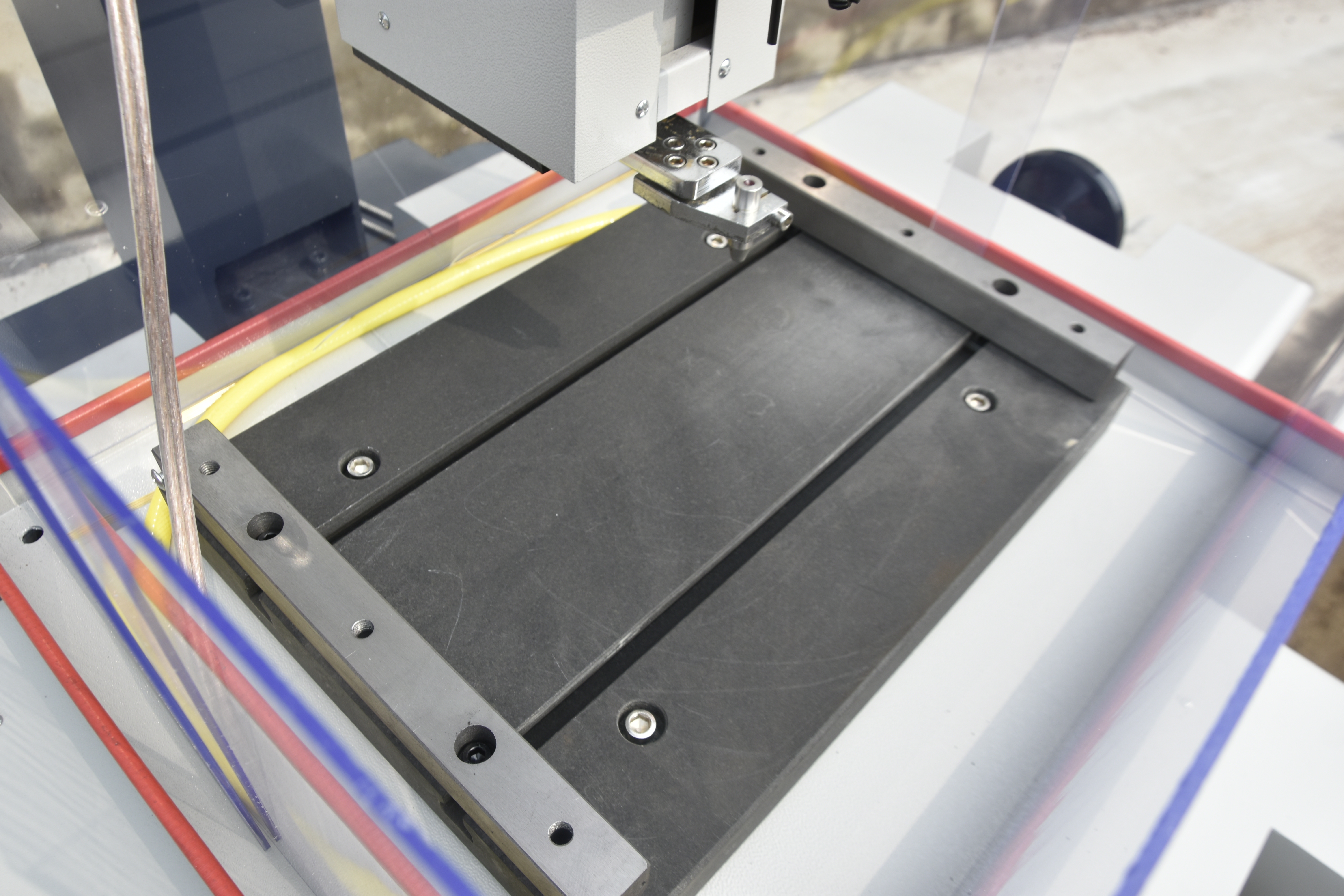
EDMドリルの核となる原理は、電極とワークとの間の放電です。この工程はスパークエrosion(火花浸食)と呼ばれ、誘電体流体の環境で行われます。電極とワークとの間に電流が流れると、制御されたスパークが連続して発生し、正確に材料を除去して所望の穴形状を形成します。
誘電体流体は、放電に十分な電圧が蓄積されるまで絶縁性を提供し、発生したスラッジを洗浄除去し、電極とワークの両方を冷却するという重要な役割を果たします。この注意深く制御された工程により、安定した穴の品質を確保し、周囲の材料への熱的損傷を防ぎます。
高度な制御システムと精密さ
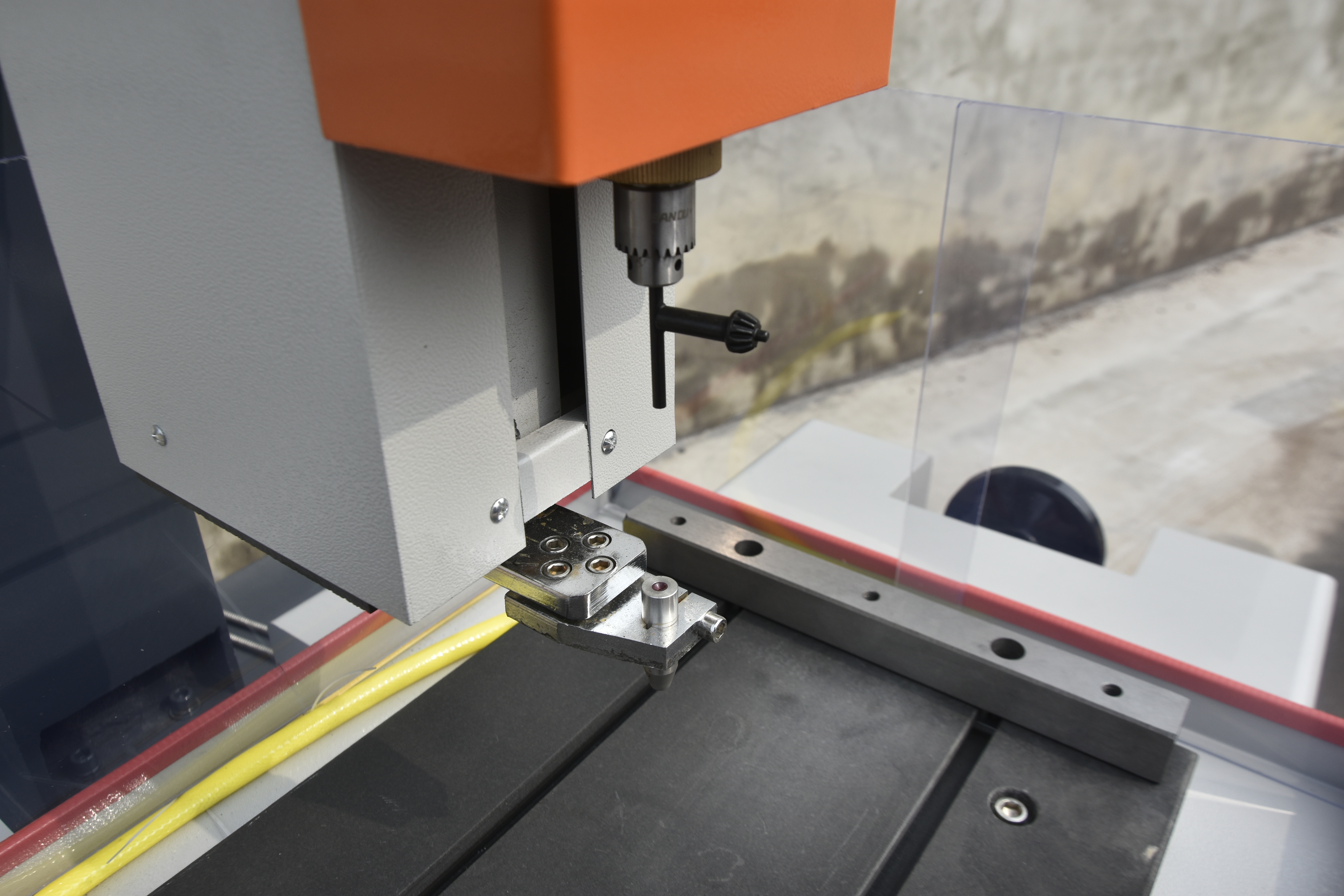
最新のEDMドリルシステムには、リアルタイムでパラメータを監視および調整する高度な制御メカニズムが組み込まれています。このようなシステムは、ドリルプロセスを最適化するために、放電周波数、電流強度、電極回転などの要素を調整します。その結果、穴の直径や深さ、表面仕上げにおいてかつてないほどの制御が可能となっています。
コンピュータ数値制御(CNC)との統合により、EDMドリルの機能はさらに向上し、自動運転や複雑な穴パターンの加工が可能になりました。これらの進歩により、マイクロホール作成における生産性と一貫性が大幅に向上しました。
主要な応用分野と業界への影響
航空宇宙およびタービン製造
航空宇宙産業では、放電加工(EDM)によるドリル加工がタービンブレードや燃焼室に冷却孔を形成する工程で広く用いられています。これらの微細な孔は複雑なパターンで配置されることが多く、ジェットエンジン内で最適な作動温度を維持するために不可欠です。ニッケル合金などの硬質材料に正確で角度のついた孔を形成できるという放電加工の能力は、この分野において不可欠なものとなっています。
単純な孔あけ作業を超えて、EDMドリル加工は製造業者が従来のドリル方法では不可能な複雑な形状を実現し、狭い公差内で加工を維持することを可能にしています。この技術はエンジン効率と性能の向上に直接寄与しています。
医療機器の製造
医療機器製造においては、EDMドリル加工により、手術器具から体内植込み型デバイスに至るまで、さまざまな用途の精密部品を製造することが可能となっています。生体適合性材料を用いながらも厳密な寸法精度を維持できるというこのプロセスの特性は、医療機器の製造を画期的に変えました。
この技術がクリーンでバリのない穴を形成できる能力は、表面仕上げと材料の完全性が患者の安全とデバイスの機能において極めて重要となる医療用途において特に価値があります。
技術的利点と限界
放電加工による穴あけ技術の利点
放電加工による穴あけは、従来のドリル方法に比べていくつかの特異な利点を持っています。機械的な接触を伴わず極めて硬い素材を加工できるため、工具の摩耗や破損に関連する問題を排除できます。このプロセスでは、非常に真っ直ぐで丸みの取れた穴を形成することが可能であり、高アスペクト比の深い穴も作成可能です。
もう一つの大きな利点は、角度をつけて穴をあけることや複数の穴を同時に作成できることで、生産効率を大幅に向上させることができることです。このプロセスは穴の全深にわたって一貫した品質を維持するため、精密加工用途において極めて重要です。
技術的課題への対応
その利点にもかかわらず、EDMドリルにはエンジニアが考慮すべき特定の制限があります。加工速度は一般的に従来のドリル方法と比較して遅く、初期設備投資が大きくなる可能性があります。さらに、電極摩耗を定期的に監視し、穴の品質を維持するために交換する必要があります。
材料除去速度の最適化は、新材料や特殊な形状を扱う場合に特に継続的な課題であり続けています。ただし、継続的な技術的改良と研究により、これらの課題に対処しつつあります。
将来の発展と革新
新興技術と統合
人工知能や機械学習アルゴリズムとの統合により、EDMドリル技術の将来は有望です。これらの技術により、ドリル工程のより精密な制御や予知保全機能が可能になっています。高精度センサーやリアルタイム監視システムも、プロセスの安定性と信頼性を向上させています。
新しい電極材料や改良された誘電体流体に関する研究が継続しており、これらはドリル速度や精度を向上させながら環境への影響を軽減する可能性を秘めています。このような開発により、放電加工による穴あけ技術の明るい将来が示唆されています。
インダストリー4.0の統合
製造業がIndustry 4.0(第4次産業革命)に向けて進む中、放電加工の穴あけシステムもスマートファクトリー環境に統合されつつあります。このような統合により、リアルタイムでのプロセス最適化や遠隔監視、予知保全が可能となっています。その結果、効率の向上、ダウンタイムの削減、品質管理の改善が実現します。
デジタルツイン技術も放電加工による穴あけ工程に適用されており、本格的な生産開始前にプロセスのシミュレーションや最適化をより効果的に行えるようになっています。この技術進化は、複数の穴パターンが必要とされる複雑な用途において特に価値があります。
よく 聞かれる 質問
放電加工(EDM)ドリルで処理可能な材料にはどのようなものがありますか?
放電加工によるドリル加工は、焼入れ鋼、チタン、超硬合金、銅合金、その他の異種金属を含む、あらゆる導電性材料の加工が可能です。材料の硬度は加工効率に影響しないため、超合金や他の切削困難材の加工にも最適です。
放電加工によるドリル加工では、どのくらい小さな穴を開けることができますか?
最新の放電加工ドリルシステムでは、直径0.1mmの穴まで加工可能であり、特殊な用途ではさらに小さな穴の加工も実現できます。最小穴径は主に電極の直径と、そのような微細スケールで安定性を維持する機械の能力によって制限されます。
放電加工ドリル加工で一般的に達成可能な寸法公差はどのくらいですか?
放電加工ドリルでは、用途や機械の性能によって、一般的に±0.01mmまたはそれ以上の精度が達成可能です。この高い精度により、航空宇宙や医療機器製造など、最も要求の厳しい製造工程にも適しています。