



Mästara precisionsteknik genom avancerad EDM-borrningsteknologi
Tillverkningsindustrin har varit med om stora framsteg inom precisionsteknik, där Edm boring står ut som en nyckelteknik för att skapa mikroskopiska hål med oöverträffad precision. Denna sofistikerade bearbetningsprocess använder elektrisk urladdning för att avlägsna material, vilket möjliggör produktion av otroligt små och exakta hål även i de mest utmanande materialen. När industrier utmanar gränserna för miniatyrisering fortsätter EDM-borrning att revolutionera hur vi närmar oss mikrohålsframställning inom modern tillverkning.
EDM-borrning har blivit oumbärlig inom industrier som sträcker sig från flyg- och rymdindustri till medicinteknisk tillverkning, där precision och tillförlitlighet är av högsta prioritet. Teknikens förmåga att skapa hål så små som 0,1 mm i diameter samtidigt som den bevarar exceptionell precision har gjort den till den mest använda lösningen för komplexa tillverkningsutmaningar.
Förstå EDM-borrningsprocessen
Grundläggande principer för elektroerosiv bearbetning
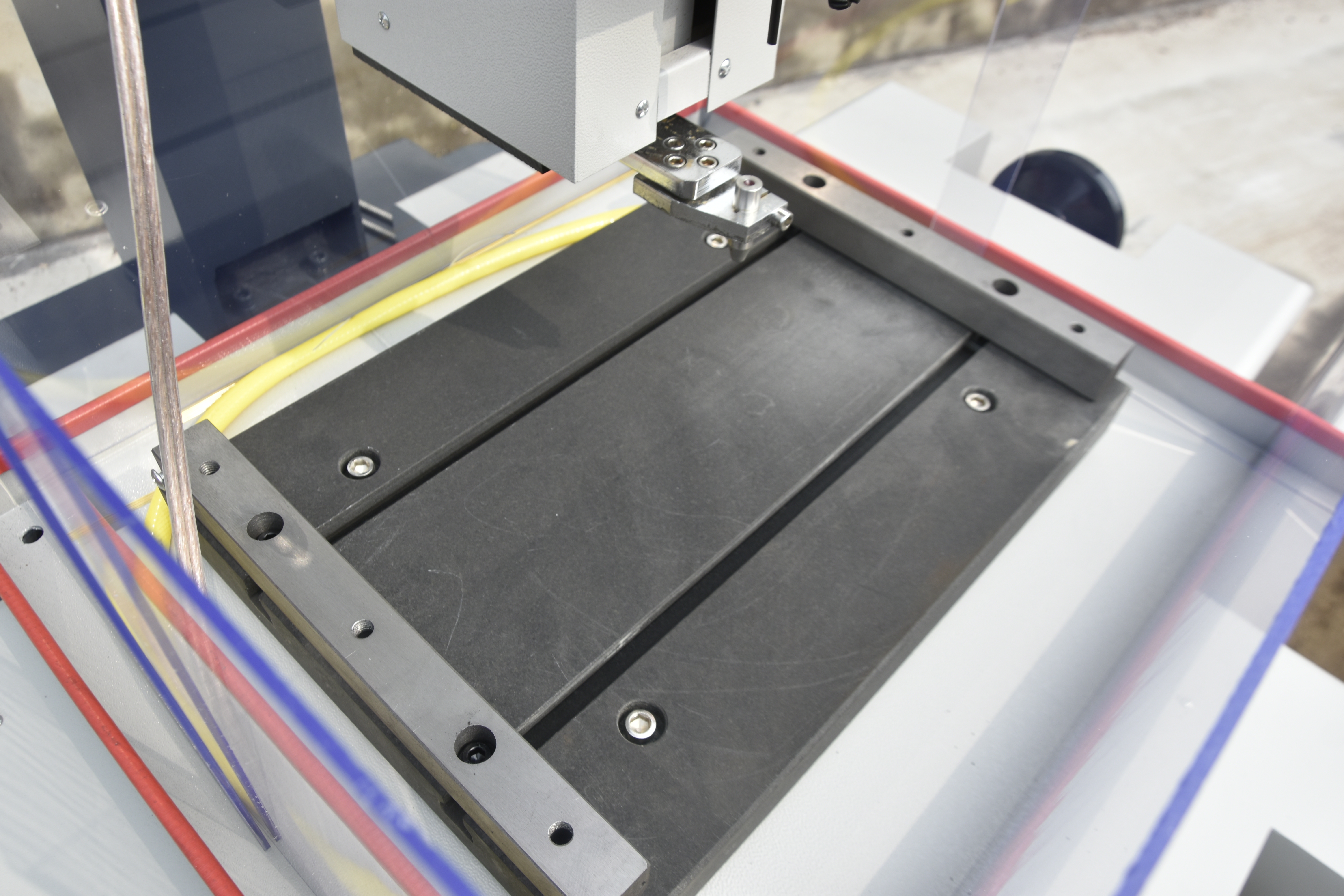
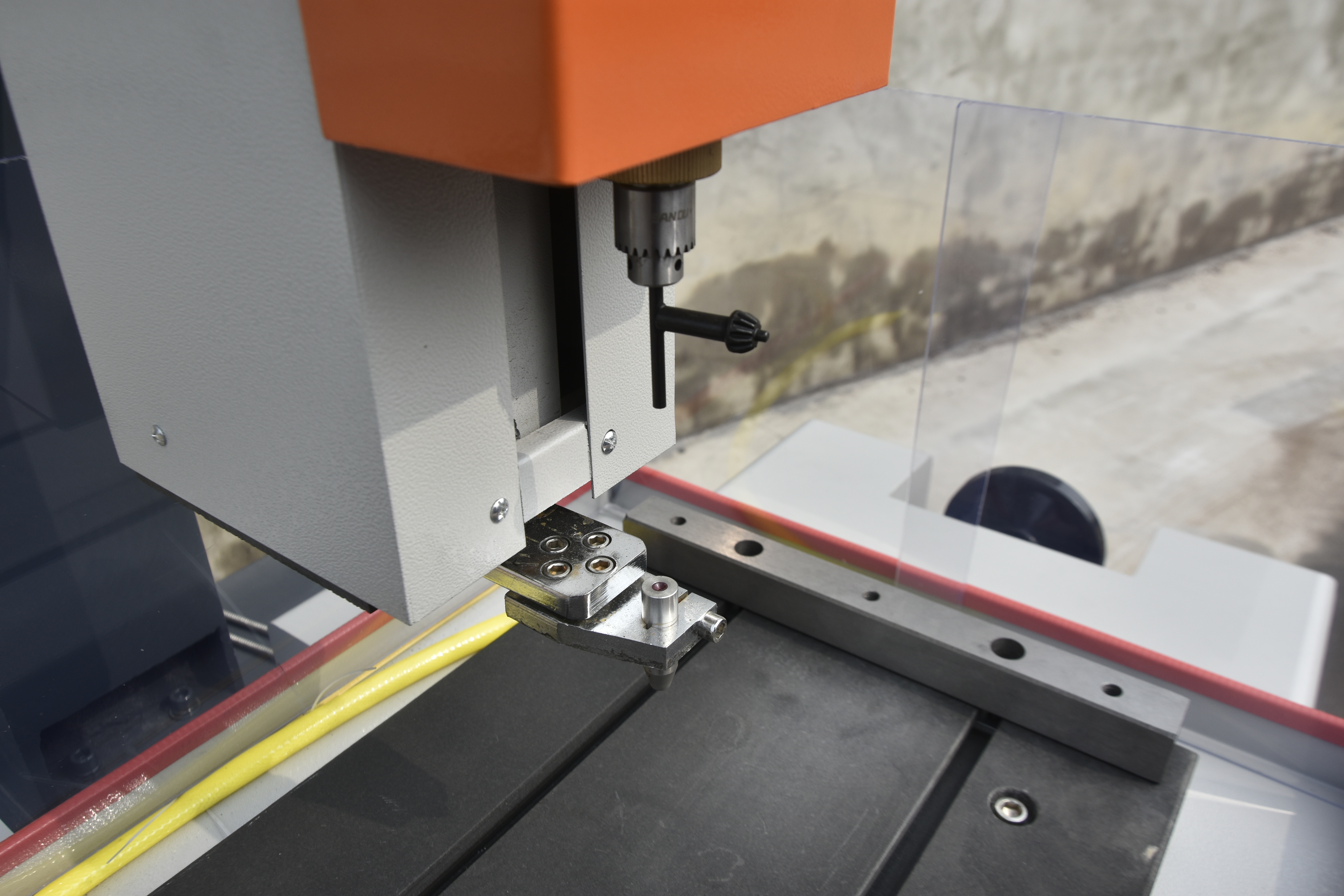
I kärnan förlitar sig EDM-borrning på principen om elektrisk urladdning mellan en elektrod och arbetsstycket. Denna process, känd som gnisselerosion, sker i en dielektrisk vätskemiljö. När elektrisk ström passerar mellan elektroden och arbetsstycket skapar den en serie kontrollerade gnistor som exakt tar bort material, vilket bildar den önskade hålgeometrin.
Den dielektriska vätskan spelar en avgörande roll genom att tillhandahålla isolering tills tillräcklig spänning byggs upp för urladdning, avlägsna skräp och kyla både elektroden och arbetsstycket. Denna noggrant samordnade process säkerställer konsekvent hålkvalitet och förhindrar termisk skada på det omgivande materialet.
Avancerade Kontrollsystem och Precision
Moderna EDM-borrhålsystem integrerar sofistikerade kontrollmekanismer som övervakar och justerar parametrar i realtid. Dessa system reglerar faktorer som gnistfrekvens, strömtäthet och elektrodrotation för att optimera borrningsprocessen. Resultatet är en oöverträffad kontroll över håldiameter, djup och ytfinish.
Integration av datoriserad numerisk styrning (CNC) har ytterligare förbättrat EDM-borrningsmöjligheter, vilket möjliggör automatisk drift och komplexa hålmönster. Dessa framsteg har betydligt förbättrat både produktivitet och konsekvens i mikrohålsproduktion.
Kemiska tillämpningar och branschpåverkan
Flygindustri och turbinproduktion
Luftfartsindustrin är kraftigt beroende av EDM-borrning för att skapa kylhål i turbinblad och förbränningskammare. Dessa mikroskopiska hål, ofta ordnade i komplexa mönster, är avgörande för att upprätthålla optimala drifttemperaturer i jetmotorer. EDM-borrningens förmåga att skapa exakta, vinklade hål i hårda material som nickel-legeringar har gjort den oumbärlig inom denna sektor.
Utöver grundläggande hålstansning möjliggör EDM-borrning för tillverkare att uppnå komplexa geometrier och upprätthålla tajta toleranser som skulle vara omöjliga med konventionella borrningsmetoder. Denna förmåga har direkt bidragit till förbätringar av motorns effektivitet och prestanda.
Tillverkning av medicinska enheter
Inom tillverkningen av medicintekniska produkter möjliggör EDM-borrning produktionen av exakta komponenter för olika tillämpningar, från kirurgiska instrument till implanterbara enheter. Processens förmåga att arbeta med biokompatibla material samtidigt som strikt dimensionell precision upprätthålls har revolutionerat produktionen av medicintekniska produkter.
Teknologins förmåga att skapa rena, fritt från grader hål är särskilt värdefullt inom medicinska applikationer där ytfinish och materialintegritet är avgörande för patientens säkerhet och enhetens funktionalitet.
Tekniska fördelar och begränsningar
Fördelar med EDM-borrningsteknologi
EDM-borrning erbjuder flera unika fördelar jämfört med konventionella borrningsmetoder. Den kan bearbeta extremt hårda material utan mekanisk kontakt, vilket eliminerar problem relaterade till verktygs slitage och brott. Processen skapar hål med exceptionell rätthet och rundhet, samt har möjlighet att tillverka djupa hål med höga aspektförhållanden.
En annan betydande fördel är förmågan att borra i vinklar och skapa flera hål samtidigt, vilket kraftigt förbättrar produktionseffektiviteten. Processen upprätthåller också konsekvent hålkvalitet genom hela djupet, en avgörande faktor i precisionstillämpningar.
Att bemöta tekniska utmaningar
Trots sina fördelar står EDM-borrning inför vissa begränsningar som ingenjörer måste ta hänsyn till. Processhastigheten är i regel långsammare jämfört med konventionella borrningsmetoder, och den initiala utrustningsinvesteringen kan vara betydande. Dessutom kräver elektrodförslitningen regelbundna kontroller och utbyten för att upprätthålla hålkvaliteten.
Optimering av materialborttagningshastigheten förblir en pågående utmaning, särskilt när man arbetar med nya material eller ovanliga geometrier. Dock bidrar kontinuerliga teknologiska förbättringar och forskning till att bemöta dessa begränsningar.
Framtida utveckling och innovationer
Nya tekniker och integration
Framtiden för EDM-borrning ser lovande ut med integrering av artificiell intelligens och maskininlärningsalgoritmer. Dessa tekniker gör det möjligt att få bättre kontroll över borrningsprocessen och möjligheter till prediktivt underhåll. Avancerade sensorer och system för övervakning i realtid förbättrar också processens stabilitet och tillförlitlighet.
Forskning pågår kring nya elektrodmaterial och förbättrade dielektriska vätskor som kan öka borrningshastighet och precision samtidigt som den miljöpåverkan minskar. Dessa utvecklingar tyder på en lysande framtid för EDM-borrningsteknik.
Industry 4.0 Integration
När tillverkningen går mot Industry 4.0 integreras EDM-borrningssystem i smarta fabmiljöer. Denna integration möjliggör realtidsprocessoptimering, fjärrövervakning och prediktivt underhåll. Resultatet är förbättrad effektivitet, minskad driftstopp och bättre kvalitetskontroll.
Digitala tvillingtekniker används också för EDM-borrningsoperationer, vilket möjliggör bättre processimulering och optimering innan den faktiska produktionen påbörjas. Denna utveckling är särskilt värdefull för komplexa applikationer som kräver flera hålmönster.
Vanliga frågor
Vilka material kan bearbetas med EDM-borrning?
EDM-borrning kan bearbeta alla elektriskt ledande material, inklusive hårdat stål, titan, cementering, kopparlegeringar och exotiska metaller. Materialhårdheten påverkar inte processens effektivitet, vilket gör det idealiskt för att arbeta med superlegeringar och andra svårbearbetade material.
Hur små hål kan tillverkas med EDM-borrning?
Modern EDM-borrutrustning kan skapa hål så små som 0,1 mm i diameter, och i vissa specialiserade tillämpningar uppnås ännu mindre mått. Det minsta hålets storlek begränsas huvudsakligen av elektrodens diameter och maskinens förmåga att upprätthålla stabilitet i sådana små skalor.
Vilken typisk tolerans kan uppnås med EDM-borrning?
EDM-borrning kan vanligtvis uppnå toleranser på ±0,01 mm eller bättre, beroende på tillämpning och maskinens kapacitet. Denna höga precision gör den lämplig för de mest krävande tillverkningskraven inom branscher som flygindustrin och medicinteknisk produktion.