






- సారాంశం
- ప్రధాన పారామితులు
- నియంత్రణ వ్యవస్థ పనితీరు
- సమాచారం ప్రకటించబడిన ఉత్పాదనలు
సాంకేతిక స్పెసిఫికేషన్
1. DK7735 యొక్క ప్రధాన టెక్నికల్ పారామీటర్లు
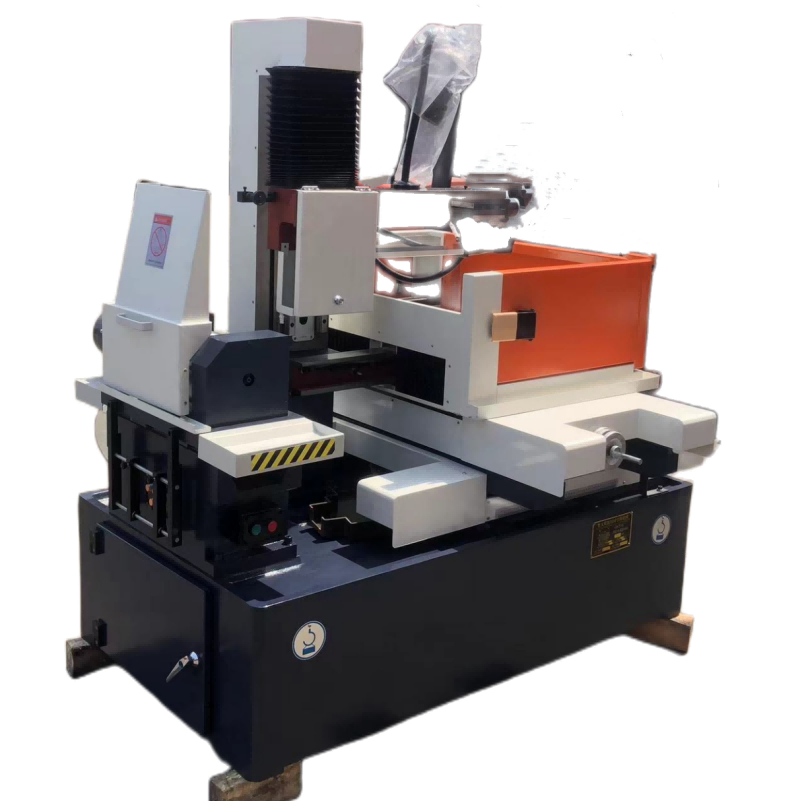
మెషిన్ మోడల్: DK7735 CNC EDM వైర్ కట్టింగ్ మెషిన్
| ఆయాహం | యూనిట్ | పారామితి |
| X-అక్షిస్ (CNC) | ఎం ఎం | 350 |
| Y-అక్షిస్ (CNC) | ఎం ఎం | 450 |
| టేబుల్ టాప్ పరిమాణం | ఎం ఎం | 700 × 440 |
| అతిపెద్ద భారం | kg | 300 |
| గరిష్ట కట్టింగ్ టేపర్ | °/మిమీ | 3°/6° |
| గరిష్ట కటింగ్ వర్క్ పీస్ మందం | ఎం ఎం | 400 |
| ఆప్టిమల్ మెషీన్డ్ ఉపరితల సున్నితత్వం | మైక్రోమీటర్ (μm) | Ra ≤ 2.5 |
| మెషినింగ్ ఖచ్చితత్వం | GB7926-2005 ప్రమాణాలకు అనుగుణంగా | |
| పని ద్రవం | వైర్ కట్టింగ్ కొరకు ప్రత్యేక పని ద్రవం (DX-1, DX-4, నాంగువాంగ్-1) | |
| గరిష్ట వైర్ నిల్వ పొడవు | m | 320 |
| పల్స్ సమానమైనది | ఎం ఎం | 0.001 |
| స్టెప్పర్ మోటారు | – | 90BF006 |
| గరిష్ట కటింగ్ వేగం | మిమీ²/నిమిషం | 150 |
| కావలసిన పవర్ సరఫరా | KVA | 2 (3-దశ ~380V, 50Hz) |
| బరువు | kg | 1300 |
| సాధారణ ఆయామాలు | ఎం ఎం | 1300 × 1200 × 1400 |
| ప్రోగ్రామింగ్ & కంట్రోల్ సాఫ్ట్వేర్ | – | HL ఇంటిగ్రేటెడ్ ప్రోగ్రామింగ్ & కంట్రోల్ సాఫ్ట్వేర్ |
| CNC క్యాబినెట్ | – | సింగిల్-బోర్డు మెషీన్ కంట్రోల్ కేబినెట్ |
2. కంట్రోల్ క్యాబినెట్ ఫంక్షన్ వివరణ
| ఎందుకు | ఫంక్షన్ డెస్క్రిప్షన్ | మెమో |
| 1 | ఇంటిగ్రేటెడ్ ప్రోగ్రామింగ్ మరియు కంట్రోల్ సాఫ్ట్వేర్ | |
| 2 | గ్రాఫికల్ ట్రాకింగ్ | |
| 3 | ఏదైనా కోణంలో రొటేషన్ | |
| 4 | సౌష్ఠవ మెషినింగ్ | |
| 5 | తీగ విరిగిపోవడానికి రక్షణ | |
| 6 | ప్రోగ్రామ్ పూర్తయినప్పుడు ఆటోమేటిక్ షట్ డౌన్ | |
| 7 | USB రీడ్/రైట్ ఫంక్షనాలిటీ | |
| 8 | నాలుగు-అక్షిస్ సమన్వయ కట్టింగ్ | |
| 9 | షార్ట్ సర్క్యూట్ లో ఆటోమేటిక్ వెనక్కి తీసుకోవడం | |
| 10 | ముందుకు మరియు వెనుకకు మెషినింగ్ | |
| 11 | మెషినింగ్ సిమ్యులేషన్ |
3. ప్రామాణిక అనుబంధాలు
| ఎందుకు | అనుబంధం |
| 1 | వర్క్ లైట్ |
| 2 | సింపుల్ ఫిక్స్చర్ |
| 3 | ఎలక్ట్రోడ్ వైర్ వెర్టికల్ అలైన్మెంట్ డివైస్ |
| 4 | హ్యాండ్ లీవర్ |
| 5 | వైర్ టెన్షనర్ |
| 6 | వర్కింగ్ ఫ్లూయిడ్ సిస్టమ్ |
| 7 | వర్క్ టేబుల్ స్ప్లాష్ గార్డ్ |
4. పొందుపరచబడిన పత్రాలు
| ఎందుకు | పత్రిక పరిశీలన |
| 1 | ప్యాకింగ్ జాబితా |
| 2 | ఫ్యాక్టరీ నాణ్యత తనిఖీ నివేదిక |
| 3 | వ్యవస్థ ఆపరేషన్ మాన్యువల్ యొక్క ఒక ప్రతి |
| 4 | మషీన్ టూల్ వాడుకరి మాన్యువల్ యొక్క ఒక ప్రతి |
5. అమ్మకాల తరువాత సేవా సూచనలు
- డెలివరీ తేదీ నుండి, సరఫరాదారు ఒక సంవత్సరం పాటు మెకానికల్ వారంటీని అందిస్తారు. సాధారణ పని పరిస్థితులలో, సరఫరాదారు ఉచిత పరామర్శలు మరియు పాక్షిక భాగాల బదిలీకి బాధ్యత వహిస్తారు; అయినప్పటికీ, వినియోగపడే భాగాలు, ధరివేసుకున్న భాగాలు మరియు పనిముట్లు వారంటీలో కలపబడవు.
- ఒక సంవత్సరం వారంటీ గడువు తరువాత, సరఫరాదారు మరమ్మతులకు అవసరమైన పాక్షిక భాగాలను అందిస్తారు మరియు సరసమైన ఛార్జీలకు మరమ్మతు సేవలను అందిస్తారు.
6. శిక్షణ
సరఫరాదారు 1–2 సాంకేతిక సిబ్బందికి సరఫరాదారు స్థలంలో ఉచిత ప్రాథమిక శిక్షణ అందిస్తారు, దీని వ్యవధి 1 నుండి 2 రోజులు ఉంటుంది.
| ఎందుకు | ఆయాహం | శిక్షణ సరళి |
| 1 | ప్రోగ్రామింగ్ | ప్రోగ్రామింగ్ పద్ధతుల పై సూచనలు |
| 2 | పనిదాన | మొత్తం యంత్ర నిర్మాణం, ప్రారంభ విధానాలు మరియు కంట్రోల్ పానెల్ ప్రధాన విధులకు పరిచయం |
| ప్రోగ్రామ్ పిలుపు, వివరణాత్మక ఆపరేషన్ సూచనలు | ||
| ఆపరేషన్ హెచ్చరికలు మరియు భద్రతా చర్యలు | ||
| 3 | యాంత్రిక నిర్వహణ | 1) యాంత్రిక నిర్మాణాల అవలోకనం: |
| – X, Y, Z, U మరియు V అక్షాల నిర్మాణం | ||
| – హైడ్రాలిక్ మరియు స్నేహా వ్యవస్థ నిర్మాణం | ||
| 2) సాధారణ యాంత్రిక సమస్యలు మరియు నిర్వహణ: | ||
| – వైర్ విచ్ఛిన్నం చర్యల విధానం | ||
| 4 | ఎలక్ట్రికల్ నిర్వహణ | 1) సాధారణ ఎలక్ట్రికల్ భాగాలు మరియు సంకేతాల గుర్తింపు |
| 2) ప్రాథమిక ఎలక్ట్రికల్ పరిజ్ఞానం పరిచయం | ||
| 3) యంత్రం ఎలక్ట్రికల్ నియంత్రణ పథకాల వివరణ | ||
| 4) సాధారణ ఎలక్ట్రికల్ లోపాల పరిష్కారం | ||
| 5 | పరీక్ష | ప్రాక్టికల్ హ్యాండ్స్-ఆన్ పరీక్ష మరియు యంత్రం పనితీరు ధృవీకరణం |
7. ప్రధాన భాగం వివరణ
| పేరు | ఉత్పత్తి దేశం (తయారీదారుడు) | మెమో |
| నియంత్రణ వ్యవస్థ | ||
| x8 కంట్రోల్ సిస్టమ్ / ఆటోCAD కంట్రోల్ సిస్టమ్ | – | |
| యాంత్రిక భాగాలు (ఐచ్ఛికం) | ||
| కాస్టింగ్ | ఘరాంగం | HT200 రెసిన్ ఇసుక |
| బాల్ స్క్రూ పెయిర్ | దేశీయ: షాన్సి కిషాన్ | గ్రేడ్ P3 |
| గైడ్ రైలు | దేశీయ: బేరింగ్ స్టీల్ | క్వెంచ్ చేయబడింది |
| రోలర్ | దేశీయ: షాంఘై డాన్లి | |
| బారింగ్ | దేశీయ: హార్బిన్ (గ్రేడ్ P5); జపనీస్: NSK | |
| ఎలక్ట్రికల్ పార్ట్స్ | ||
| AC కాంటాక్టర్ | సియెంస్ | |
| రిలే | ఒమ్రాన్ | |
| హై-ఫ్రీక్వెన్సీ పవర్ ట్యూబ్ | జపాన్ నుండి దిగుమతి చేసుకున్నారు | |
| ట్రాన్స్ఫార్మర్ | Wuxi | |
| స్టెప్పర్ మోటారు | చాంగ్జౌ సోంగ్యా | |
| ఇతర | జపాన్, తైవాన్, జాయింట్ వెంచర్ | |




