







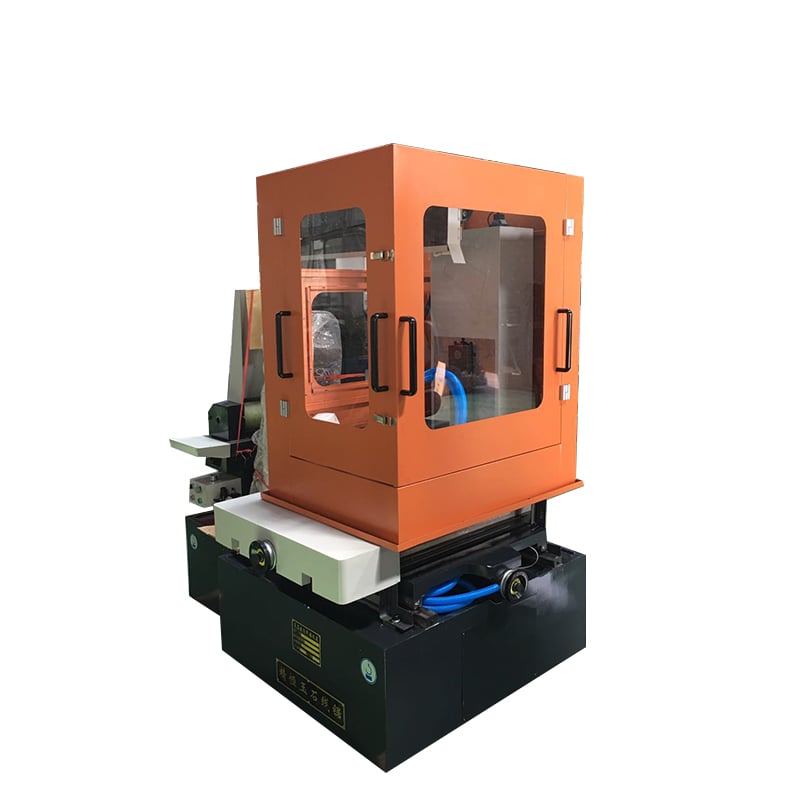



- సారాంశం
- ప్రధాన పారామితులు
- సమాచారం ప్రకటించబడిన ఉత్పాదనలు
| ఎందుకు | ఆయాహం | విశేషాలు |
| 1 | అక్షం ప్రయాణం | X-అక్షం: 550 mm Y-అక్షం: 650 mm |
| 2 | వర్క్ టేబుల్ పరిమాణం (X × Y) | 610 mm × 790 mm |
| 3 | Z-అక్షం ఫీడ్ ఎత్తు | ఐచ్ఛికం: 300 మిమీ- 600 మిమీ |
| 4 | మెషినింగ్ ఖచ్చితత్వం | ±0.03 mm |
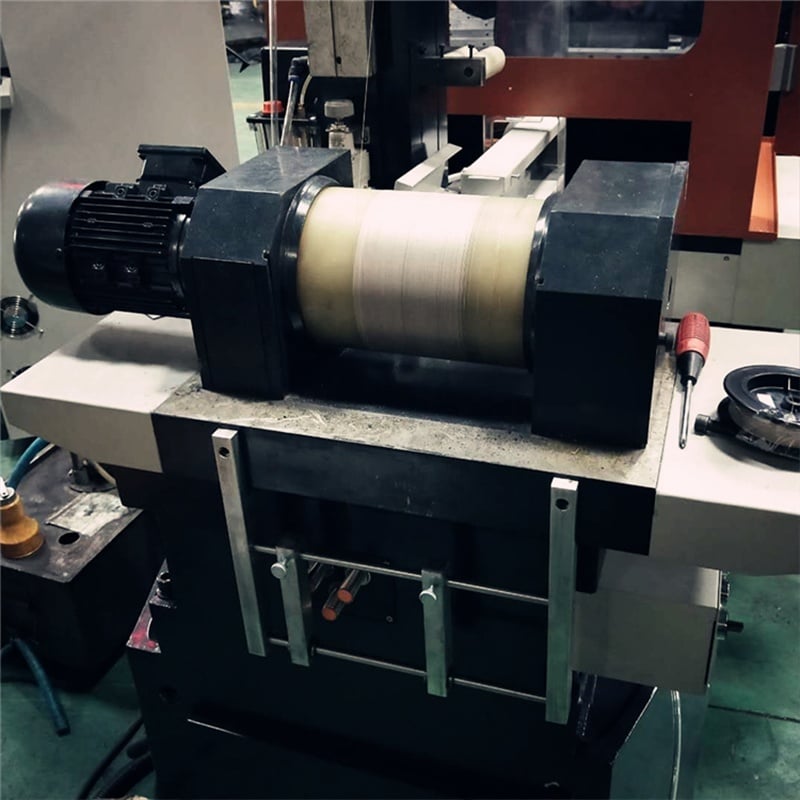
| 5 | యాంత్రిక నిర్మాణం | X మరియు Y అక్షాలు: అధిక-ఖచ్చితత్వ లీనియర్ గైడ్ రైలు మరియు బాల్ స్క్రూలు |
| 6 | వేగం | డైమండ్ వైర్ వేగం: 0–11.5 m/s (సర్దుబాటు చేయగలది) |
| కట్టింగ్ వేగం: పదార్థాల పై ఆధారపడి ఉంటుంది | ||
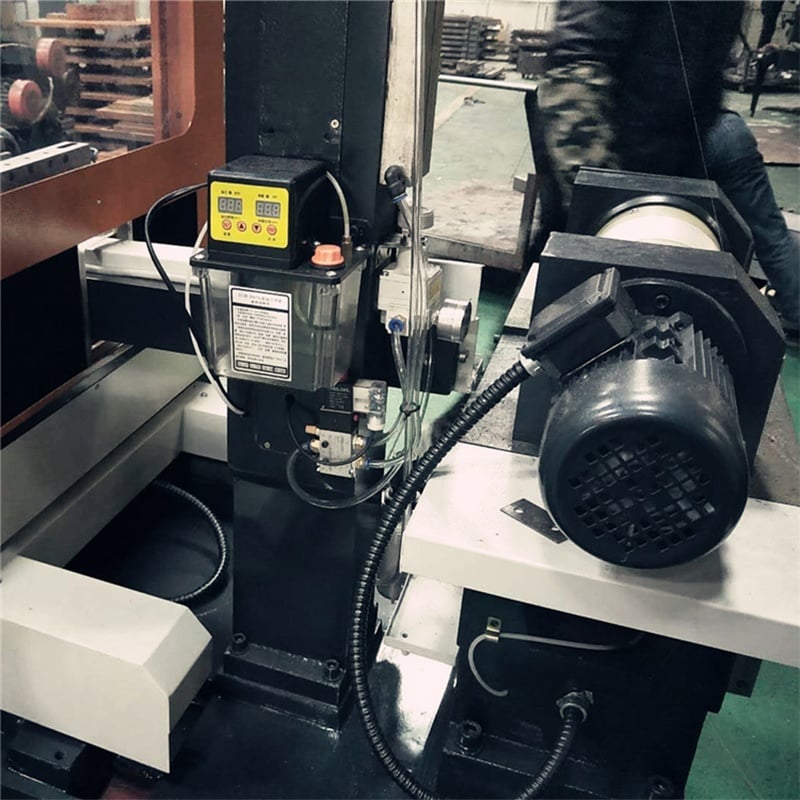
| 7 | సహాయక వ్యవస్థలు | చల్లబరచడం: నీటి చల్లబరచడం |
| స్నిగ్ధత: మాన్యువల్ స్నిగ్ధత వ్యవస్థ | ||
| డైమండ్ వైర్ వ్యాసం: φ0.12–0.44 mm | ||
| 8 | డ్రైవ్ సిస్టమ్ | డెడికేటెడ్ డ్రైవర్తో కూడిన స్టెప్పర్ మోటారు |
| 9 | విద్యుత్ సరఫరా | ఎసి 380V (ఐచ్ఛిక 220V), 50Hz |
| 10 | కాన్స్టంట్ టెన్షన్ పరికరం | గాలి పంపు ద్వారా ప్న్యూమాటిక్ నియంత్రణ |
| 11 | మద్దతు ఇచ్చే ఫైల్ ఫార్మాట్లు | G-కోడ్, 3B కోడ్ |
| 12 | నియంత్రణ వ్యవస్థ | HL CNC నియంత్రణ వ్యవస్థ |
| 13 | మొత్తం పరిమాణాలు (పొడవు×వెడల్పు×ఎత్తు) | 2200 mm × 1500 mm × 2100 mm |
| 14 | మెషిన్ బరువు | 2100 కిలోలు |
☆ లక్షణాలు:
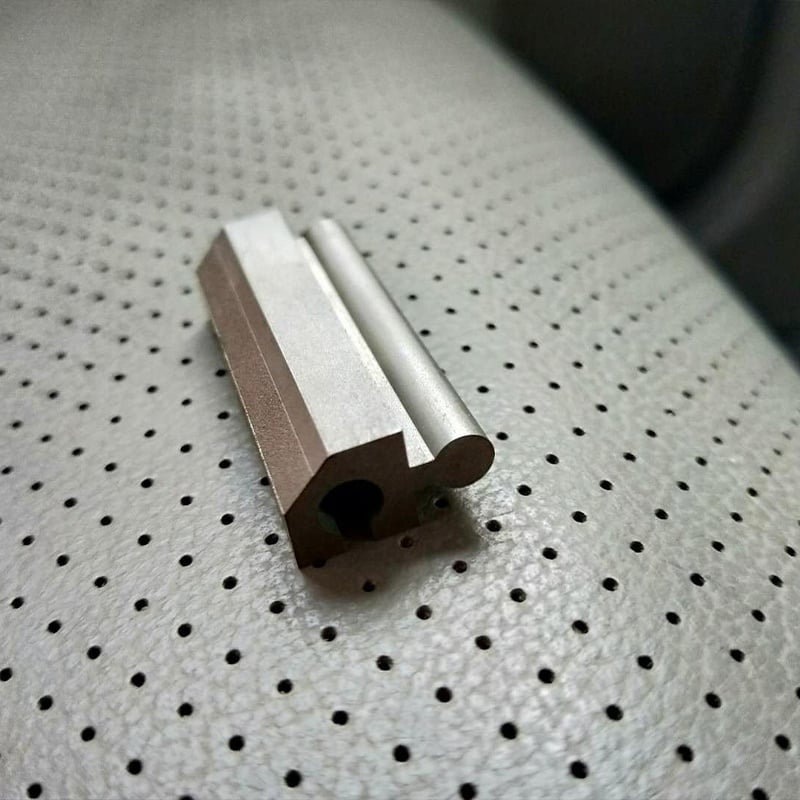
1.చిన్న నుండి మధ్యస్థ మందం పరిధిలో నాన్-కండక్టివ్ మరియు అల్ట్రా-కఠిన పదార్థాల కచ్చితమైన కత్తిరింపు మరియు ప్రొఫైలింగ్ కొరకు రూపొందించబడింది.
2.యంత్రం యొక్క కాస్టింగ్ లు నిర్మాణ స్థిరత్వం మరియు మెషినింగ్ ఖచ్చితత్వాన్ని నిర్ధారించడానికి అధిక ఉష్ణోగ్రత వద్ద ఒత్తిడి-సౌకర్య ప్రాసెస్ కు గురైనవి.
3.రెసిప్రోకేటింగ్ డైమండ్ అబ్రాసివ్ వైర్ కత్తిరింపు ను ఉపయోగిస్తుంది, తక్కువ ఆపరేటింగ్ ఖర్చు మరియు తగ్గిన వైర్ వినియోగాన్ని అందిస్తుంది.
4.సంకీర్ణ కంటూర్ కత్తిరింపు మరియు సన్నని పని ప్రదేశ అనువర్తనాలకు అనువైన ఖచ్చితమైన-నియంత్రిత రెసిప్రోకేటింగ్ వైర్ ఫీడ్ వ్యవస్థతో అమర్చబడి ఉంటుంది.
5.సమగ్ర HL సంఖ్యా నియంత్రణ వ్యవస్థతో అమర్చబడి ఉంటుంది, అసమాన జ్యామితుల సమర్థవంతమైన మరియు ఖచ్చితమైన మెషినింగ్ కొరకు వాడుకరి-సౌహార్దపూర్వక ప్రోగ్రామింగ్ తో పాటు సమయోచిత నియంత్రణను కలిగి ఉంటుంది.
☆ అప్లికేషన్ పదార్థాలు:
గ్రాఫైట్, ఎపాక్సీ రెసిన్ బోర్డు, మార్బుల్, జాడే, షేల్, ఎమెరాల్డ్, ఆగేట్, ఆప్టికల్ గ్లాస్, సెరామిక్స్, ఫెర్రైట్, సెమీకండక్టర్ పదార్థాలు, సిలికాన్ కార్బైడ్, రెఫ్రాక్టరీ బ్రిక్స్, షేల్, ఎమెరాల్డ్, ఆగేట్, మొదలైనవి.
సరఫరాదారు 1–2 రోజుల పాటు కొనుగోలుదారు పక్షాన ఒకరి నుండి ఇద్దరు సాంకేతిక సిబ్బందికి ఉచిత ప్రాతిపదికన శిక్షణ ఇవ్వాలి.
|
ఎందుకు |
ఆయాహం |
శిక్షణ సరళి |
|
1 |
ప్రోగ్రామింగ్ |
డైమండ్ వైర్ కటింగ్ కొరకు CAM ప్రోగ్రామింగ్ పరిచయం |
|
G-కోడ్ మరియు 3B కోడ్ ఉపయోగం |
||
|
వైర్ డయామీటర్ కంపెన్సేషన్ మరియు పాత్ ఆఫ్సెట్ సెట్టింగులు |
||
|
2 |
పనిదాన |
యంత్రం నిర్మాణం మరియు భాగాల సమీక్ష |
|
ప్రారంభ మరియు షట్డౌన్ విధానాలు |
||
|
కంట్రోల్ పానెల్ పనులు |
||
|
ప్రోగ్రామ్ లోడింగ్ మరియు పారామితి సర్దుబాటు |
||
|
సురక్షిత ఆపరేషన్ ప్రోటోకాల్లు |
||
|
3 |
యాంత్రిక నిర్వహణ |
భాగం 1: నిర్మాణ సమీక్ష |
|
– X/Y/Z అక్షం చలన వ్యవస్థ మరియు మార్గదర్శక రైలు |
||
|
– వైర్ ఫీడింగ్ మరియు టెన్షన్ యూనిట్ |
||
|
– స్నేహపూర్వక మరియు చల్లటి వ్యవస్థ |
||
|
భాగం 2: సమస్యల పరిష్కారం |
||
|
– వజ్రం తీగ భర్తీ |
||
|
– మార్గదర్శక చక్రం మరియు తీగ మార్గం సరిపోలిక |
||
|
– తీగ విరిగిపోవడం లేదా ఇరుక్కుపోవడం నివారణ |
||
|
4 |
ఎలక్ట్రికల్ నిర్వహణ |
ప్రధాన ఎలక్ట్రికల్ భాగాలు మరియు సంకేతాలను గుర్తించండి |
|
ఎలక్ట్రికల్ సర్క్యూట్ల ప్రాథమికాలు |
||
|
కంట్రోల్ క్యాబినెట్ పథకాలను చదవడం |
||
|
లోప నిర్ధారణ (మోటారు, సెన్సార్, సిగ్నల్ సమస్యలు) |
||
|
5 |
ప్రాక్టికల్ పరీక్ష |
పని ముక్క క్లాంపింగ్ మరియు సరిపోలిక |
|
ప్రోగ్రామ్ పొడి-రన్ ధృవీకరణ |
||
|
అసలైన కట్టింగ్ పరీక్ష మరియు పర్యవేక్షణ |
||
|
వర్క్ పీస్ పరిశీలన మరియు నాణ్యత అంచనా |
- డెలివరీ తేదీ నుండి, సరఫరాదారు ఒక సంవత్సరం పాటు మెకానికల్ వారంటీని అందిస్తారు. సాధారణ పని పరిస్థితులలో, సరఫరాదారు ఉచిత పరామర్శలు మరియు పాక్షిక భాగాల బదిలీకి బాధ్యత వహిస్తారు; అయినప్పటికీ, వినియోగపడే భాగాలు, ధరివేసుకున్న భాగాలు మరియు పనిముట్లు వారంటీలో కలపబడవు.
- ఒక సంవత్సరం వారంటీ గడువు తరువాత, సరఫరాదారు మరమ్మతులకు అవసరమైన పాక్షిక భాగాలను అందిస్తారు మరియు సరసమైన ఛార్జీలకు మరమ్మతు సేవలను అందిస్తారు.





