





























- ຄຳອະທິບາຍໂດຍຫຍໍ້
- ຕົວວັດແທກຕົ້ນຕໍ
- ຫນ້າທີ່ຂອງລະບົບຄວບຄຸມ
- ຜະລິດຕະພັນທີ່ແນະນຳ
| ລາຍການ | ຫົວໜ້າ | ຄວາມຖິ່ງ |
| ຂອບເຂດການເດີນທາງ | ||
| – ແກນ X (CNC) | mm | 400 |
| – ແກນ Y (CNC) | mm | 320 |
| ໂຕແບບງານ | ||
| – ຂະໜາດໂຕະ | mm | 600 × 380 |
| – ພະລັງງານຮັບນ້ຳໜັກສູງສຸດ | กก. | 300 |
| ຄວາມຊັນຕັດສູງສຸດ | °/mm | 3°/6° |
| ຄວາມໜາຊິ້ນວຽກສູງສຸດ | mm | 400 |
| ການເດີນທາງຂອງມືໜຶ່ງຕໍ່ການປະຕິວັດ | mm | 4 |
| ຄວາມແປ້ງພື້ນຜິວທີ່ດີທີ່ສຸດ | μm |
ການຕັດຄັ້ງທຳອິດ: RA≤2.5
|
|
ການຕັດຄັ້ງທີສອງ/ຄັ້ງທີສາມ: RA≤ 1.2
|
||
| ລະບົບນ້ຳມັນເຮັດວຽກ | ||
| ຄວາມແທ້ຈິງຂອງການກັ່ນ | mm | 0.005 |
| ຄວາມຈຸຂອງຖັງນ້ ໍາ | L | 110 |
| ວິທີການເຮັດວຽກ | ລະບົບກັ່ນຄວາມກົດດັນແຕກຕ່າງ | |
| ເສັ້ນຜ່າສາຍໄຟຟ້າ | mm | φ0.12 – φ0.18 |
| ຄວາມຍາວສາຍເກັບມ້ຽນສູງສຸດ | ມ | 320 |
| ຄ່າສະເພາະຂອງໄຟຟ້າ | mm | 0.001 |
| ຄວາມໄວຕັດສູງສຸດ | mm²/min | ≧150 |
| Thai ngang phaeng waat | KVA | 2 (3φ ~ 380V 50Hz) |
| ສະພາບການປະຕິບັດງານ | ອຸນຫະພູມ: 10–35°C, ຄວາມຊື້ນ: 3%–75% RH | |
| ກະແສໄຟຟ້າສູງສຸດໃນການກຳນົດ | ກ | 8 |
| ຕົວເຄື່ອງຈັກ (ປະເພດ C ແລະ ປະເພດ T ອາດແຕກຕ່າງກັນ) | ||
| – ນ້ຳໜັກ | กก. | 1400 |
| – ມິຕິທັງໝົດ | mm | 1640 × 1280 × 1700 |
| ຊອບແວ CNC | HL ຄວບຄຸມ CNC ສຳລັບຄວາມໄວກາງແບບບູຮານ | |
| ຕู้ຄວບຄຸມ CNC | ຕู้ຄວບຄຸມແບບຕັ້ງ | |
2. ຄໍາອະທິບາຍກ່ຽວກັບການຄວບຄຸມຕູ້
| ລຳດັບ | ຄຳອະທິບາຍກ່ຽວກັບຟັງຊັນ | ຄໍາເຫັນ |
| 1 | ຊອບແວຄວບຄຸມ ແລະ ການຕັ້ງໂປຣແກຼມແບບປະສົມປະສານ | |
| 2 | ການຕິດຕາມຜ່ານຮູບພາບ | |
| 3 | ການຫັນມຸມໃນທິດທາງໃດໜຶ່ງ | |
| 4 | ການກຶ່ງໃນແບບສົມດຸນ | |
| 5 | ການປ້ອງກັນລວດຕັດ | |
| 6 | ການປິດເຄື່ອງໂດຍອັດຕະໂນມັດເມື່ອໂປຣແກຼມສຳເລັດ | |
| 7 | ຄວາມສາມາດອ່ານ/ຂຽນ USB | |
| 8 | ການຕັດທີ່ປັບສົມສີ່ແກນ | |
| 9 | ການດຶງກັບຄືນໂດຍອັດຕະໂນມັດໃນເວລາລັດສັ້ນ | |
| 10 | ການກຳນົດທິດທາງກ້າຍກັບຄືນ | |
| 11 | ການຈຳລອງການກຳນົດທິດທາງ | |
| 12 | ການປ້ອງກັນການສູນເສຍພະລັງງານ | |
| 13 | ການປ່ຽນຂໍ້ມູນສໍາລັບຮູບແບບ AutoCAD DXF ແລະ ISOG | |
| 14 | ການຊົດເຊີຍຄວາມເບີ້ຍຂອງລວດໂມລິບເດັນ | |
| 15 | ການຕັດຊໍາລະຄັ້ງຫຼາຍ |
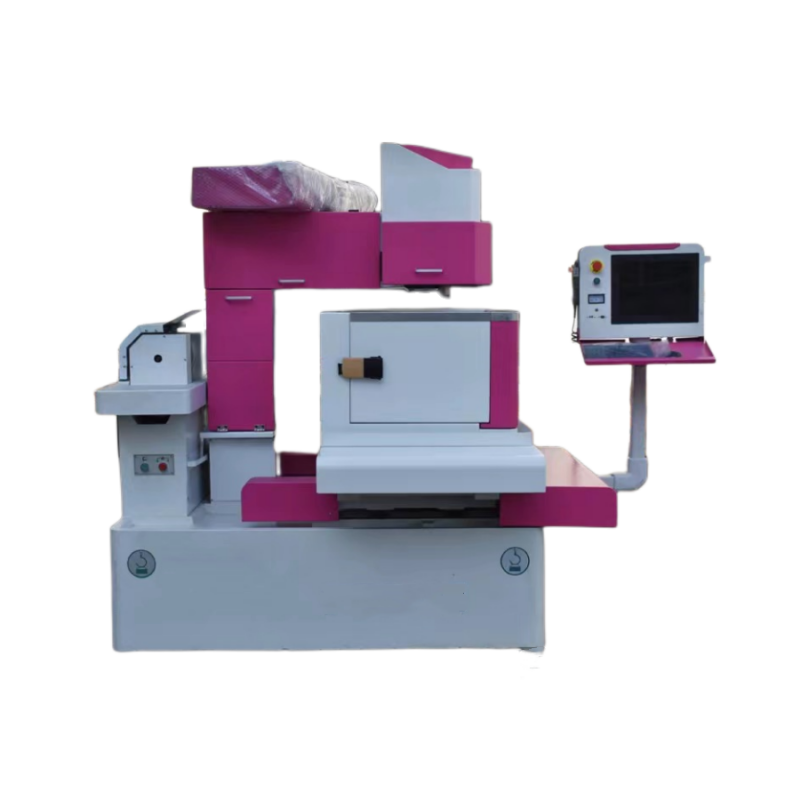
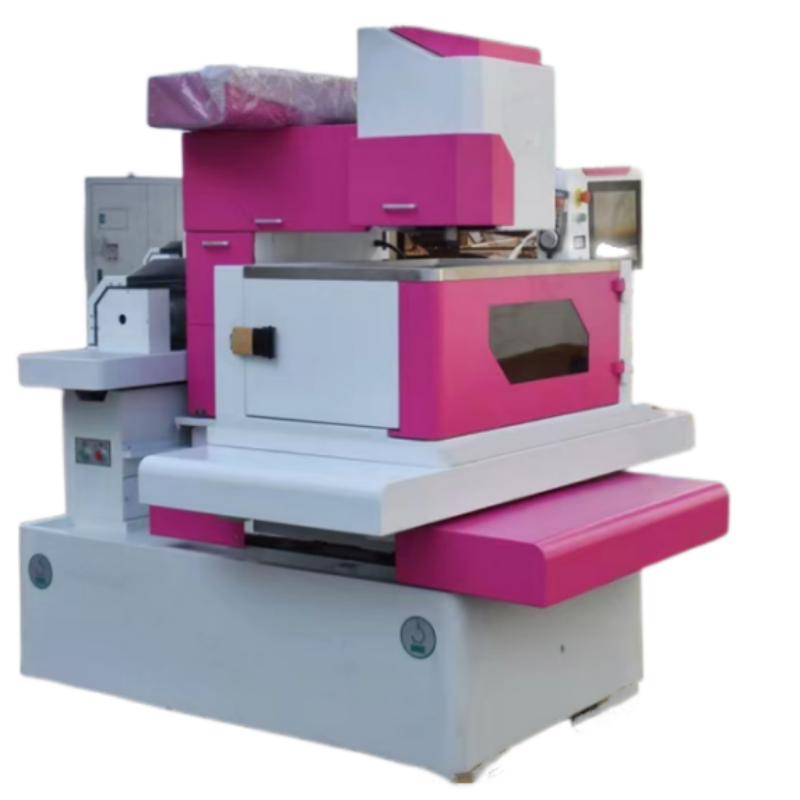
✦ ການອອກແບບຕົວເຄື່ອງ & ການຫຼໍ່
ຕົວເຄື່ອງຕັດໄຟຟ້າ EDM ປະເພດໄວຊ້າຖືກອອກແບບດ້ວຍໂຄງສ້າງທີ່ມີຄວາມແຂງແຮງສູງ ແລະ ການຫຼໍ່ທີ່ມີຄວາມແທດເຈາະຈົງ, ຮັບປະກັນຄວາມສະຖຽນລະພາບໃນໄລຍະຍາວ ແລະ ຕ້ານການສັ່ນໄຫວ.
✦ ປະສິດທິພາບໃນການຕັດສູງສຸດ ≥150 mm²/min
ເຄື່ອງຕັດໄຟຟ້າສາມາດໃຫ້ປະສິດທິພາບການຕັດທີ່ດີເລີດດ້ວຍຄວາມໄວ 150 mm²/min ຫຼື ສູງກວ່າ, ເໝາະສຳລັບການນຳໃຊ້ໃນອຸດສາຫະກຳທີ່ຕ້ອງການສູງ.
✦ ຄວາມແຮບພື້ນຜິວດີທີ່ສຸດ ≤ Ra 2.0 μm ສຳລັບການຕັດພຽງຄັ້ງດຽວ
ສາມາດບັນລຸຄຸນນະພາບພື້ນຜິວທີ່ດີເລີດໃນການຕັດດຽວ, ລົດຄວາມຈຳເປັນໃນການປຸງແຕ່ງຂັ້ນສອງ.
✦ ຄວາມຄາດເຄືອນຜິວໜ້າສູງສຸດ ≤ Ra 0.8 μm
ດ້ວຍການປັບຈຸດປະສົມໃຫ້ດີຂຶ້ນ ແລະ ການຕັດຫຼາຍຄັ້ງ, ສາມາດບັນລຸຄຸນນະພາບຜິວໜ້າທີ່ດີເລີດເຖິງ Ra ≤ 0.8 μm.
✦ ລະບົບເຄື່ອນໄຫວຫ້າແກນທີ່ມີຄວາມແທດຈິງ
ແກນ X, Y, U, V ແລະ Z ທັງໝົດຕິດຕັ້ງສະກູບອນຄວາມແທດຈິງສອງແຜ່ນ ແລະ ລະບົບຊີ້ນຳທາງເສັ້ນຊື່ງຈາກ HIWIN (ໄຕ້ຫວັນ), ຮັບປະກັນຄວາມຖືກຕ້ອງ ແລະ ຄວາມຄົງທົນທີ່ດີເລີດ.
✦ ຄວາມແທດຈິງໃນການຕັດ ≤ ±2 μm
ເຄື່ອງນີ້ສາມາດໃຫ້ຄວາມແທດຈິງຂອງຂະໜາດທີ່ດີເລີດ ສຳລັບການປຸງແຕ່ງພາກສ່ວນ ແລະ ພິມທີ່ມີຄຸນນະພາບສູງ.
✦ ຊຸດປະຕູນະໂຍບາຍນະຈາກຍີ່ປຸ່ນທັງໝົດ
ປະຕູນະທັງໝົດທີ່ໃຊ້ໃນເຄື່ອງນີ້ນຳເຂົ້າຈາກຍີ່ປຸ່ນ, ຮັບປະກັນອາຍຸການໃຊ້ງານຍາວນານ ແລະ ການຫຼຸດຜ່ອນການຫຼີກລ່ຽງຂອງເຄື່ອງຈັກໃຫ້ໜ້ອຍທີ່ສຸດ.
✦ ສ່ວນປະກອບໄຟຟ້ານຳເຂົ້າ
ສ່ວນປະກອບດ້ານໄຟຟ້າ ມາຈາກຍີ່ຫໍ້ທີ່ມີຊື່ສຽງໃນເຢຍລະມັນ ແລະ ຍີ່ປຸ່ນ, ຮັບປະກັນການປະຕິບັດງານທີ່ເຊື່ອຖືໄດ້ ແລະ ສອດຄ່ອງກັນ.
✦ ການຄອມເພັນເຊັດແບບຂັ້ນສູງ ແລະ ການເຂົ້າກັນໄດ້ຂອງລະບົບຄວບຄຸມ
ລະບົບຄວບຄຸມສະໜັບສະໜູນການຄອມເພັນເຊັດຂໍ້ຜິດພາດຂອງການເຄື່ອນທີ່ ແລະ ການຄອມເພັນເຊັດການຫຼຸດລົງຂອງແກນ X, Y, U, ແລະ V. ມັນເຂົ້າກັນໄດ້ກັບຊອບແວຂັບລົດສ່ວນໃຫຍ່ ແລະ ສະໜັບສະໜູນການດຳເນີນງານໂດຍຜ່ານເຈັນເນເຊີ່ແພຼງ (MPG).
✦ ລະບົບການເຄື່ອນທີ່ຂອງລວດທີ່ຄວບຄຸມໂດຍເອັນໂຄເດີ
ການປ່ຽນແປງແບບກົນຈັກແບບດັ້ງເດີມຖືກປ່ຽນເປັນລະບົບການຕັ້ງຄ່າທີ່ອີງໃສ່ເອັນໂຄເດີ, ສະໜອງການເຄື່ອນທີ່ຂອງລວດທີ່ແທດຈິງ ແລະ ເຊື່ອຖືໄດ້.
✦ ລະບົບການດຶງລວດອັດຕະໂນມັດ (ແບບ Slow Wire EDM)
ມີລະບົບການດຶງລວດຂັ້ນສູງທີ່ສາມາດປັບຄວາມດຶງໂດຍອັດຕະໂນມັດຕາມເງື່ອນໄຂການປຸງແຕ່ງ, ຮັບປະກັນການຕັດທີ່ສອດຄ່ອງ ແລະ ຄວາມສະຖຽນລະພາບຂອງລວດ.
ຕົວເຄື່ອງຖືກສ້າງຂຶ້ນດ້ວຍຊິ້ນສ່ວນທີ່ຫລໍ່ດ້ວຍເຮຊິນຊະນິດ HT300 ທີ່ມີຄວາມແຂງແຮງສູງ, ຮັບປະກັນຄວາມສະຖຽນລະພາບຂອງໂຄງສ້າງທີ່ດີເລີດ ແລະ ການສັ່ນສະເທືອນໜ້ອຍທີ່ສຸດ. ຮູບແບບການອອກແບບໂດຍລວມຂອງເຄື່ອງອີງໃສ່ເຄື່ອງຈັກ EDM ປະເພດຊ້າ, ສະໜອງຄວາມແມ່ນຍໍາໃນການກຳນົດຂະໜານ ແລະ ຄວາມສອດຄ່ອງໃນການດຳເນີນງານ. ທຸກໆແກນຖືກຕິດຕັ້ງດ້ວຍສະກູບອນປະເພດຄູ່ທີ່ມີຄວາມແມ່ນຍໍາສູງ ແລະ ລາຍເສັ້ນຊິ້ນສ່ວນທີ່ມີຄວາມແມ່ນຍໍາສູງຈາກ HIWIN (ໄຕ້ຫວັນ), ຮັບປະກັນການເຄື່ອນໄຫວທີ່ລຽບລຽນ, ຄວາມແມ່ນຍໍາສູງ ແລະ ການຕອບສະໜອງໄວ. ຊິ້ນສ່ວນສຳຄັນຕົ້ນຕໍປະກອບດ້ວຍລູກປືນ NSK ທີ່ນຳເຂົ້າຈາກຍີ່ປຸ່ນ, ສະໜອງອາຍຸການໃຊ້ງານຍາວນານ ແລະ ຄວາມສາມາດໃນການໃຊ້ງານທີ່ດີເລີດ. ເຄື່ອງນີ້ໃຊ້ມໍເຕີ servo ປະເພດຂັບເຄື່ອນໂດຍກົງເພື່ອຫຼຸດຜ່ອນຄວາມຜິດພາດໃນການສົ່ງຜ່ານ ແລະ ສະໜັບສະໜູນການຄວບຄຸມ CNC ທັງຫມົດ 5 ແກນ, ສາມາດໃຫ້ແກນ X, Y, U ແລະ V ກຳນົດຂະໜານໄດ້ພ້ອມກັນ.
ລະບົບຄວບຄຸມໄຟຟ້າທີ່ພັດທະນາດ້ວຍຕົນເອງມີຄວາມໄວໃນການປະມວນຜົນແລະຜິວຫນ້າທີ່ດີເລີດ. ຄວາມສາມາດຂອງຊອບແວຂັ້ນສູງປະກອບມີການຊົດເຊີຍຄວາມຜິດພາດຂອງແກນ X, Y, U ແລະ V ທີ່ຊ່ວຍແກ້ໄຂບັນຫາຄວາມຖືກຕ້ອງໃນການຕັດແບບເຊີງແລະອະນຸຍາດໃຫ້ການກຳນົດຮູບແບບທີ່ບໍ່ເຊິ່ງສະເໝີກັນຂອງດ້ານເທິງແລະດ້ານລຸ່ມຢ່າງແນ່ນອນ. ຕູ້ຄວບຄຸມຕິດຕັ້ງເຄື່ອງຈັກຜົນຜະລິດຄວາມຖີ່ດ້ວຍມື ສຳລັບການຄວບຄຸມທີ່ໃຊ້ງ່າຍຂອງແກນທັງຫມົດຫ້າແກນ (X, Y, U, V, Z) ແລະສະແດງພິກັດໃນເວລາຈິງສຳລັບການຕິດຕາມຂະບວນການຕະຫຼອດເວລາ. ນອກຈາກນັ້ນ, ລະບົບຍັງສາມາດເຂົ້າກັນໄດ້ກັບພາຕະໂຟມ CNC ຫຼັກໆສ່ວນໃຫຍ່ໃນຕະຫຼາດ, ສະນັ້ນບໍ່ຈຳເປັນຕ້ອງໃຊ້ກາດເຊີໂຣຫຼືກາດຂະຫຍາຍເພີ່ມເຕີມ.
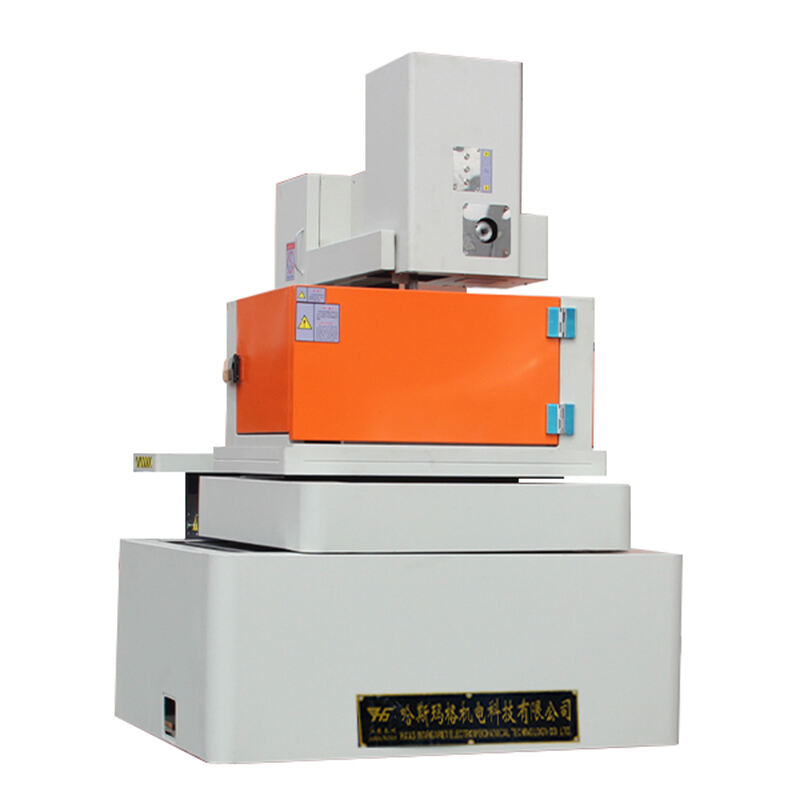
ເຄື່ອງປະເພດ C ໃຊ້ໂຄງສ້າງພື້ນຖານແບບບູລິມະສິດ ທີ່ມີອອກແບບແບບທຳມະດາດ້ວຍຂະໜາດນ້ອຍ, ມີຂໍ້ດີເຊັ່ນ: ການດຳເນີນງານງ່າຍ ແລະ ຕົ້ນທຶນຕ່ຳ, ເໝາະສຳລັບການປຸງແຕ່ງຊິ້ນວຽກຂະໜາດນ້ອຍ ຫຼື ຂະໜາດກາງ. ໃນຂະນະທີ່ເຄື່ອງປະເພດ T ໃຊ້ໂຄງສ້າງພື້ນຖານຮູບສາມເຫຼີຍ, ສະໜອງຄວາມແຂງແຮງ, ຄວາມສະຖຽນລະພາບ ແລະ ຄວາມສາມາດໃນການຮັບນ້ຳໜັກທີ່ດີກວ່າ, ຮັບປະກັນຄວາມຕ້ອງການໃນການປຸງແຕ່ງຊິ້ນວຽກຂະໜາດໃຫຍ່ ຫຼື ມີຄວາມແມ່ນຍຳສູງໄດ້ຢ່າງມີປະສິດທິພາບ, ສະນັ້ນຈຶ່ງເໝາະສຳລັບສະພາບແວດລ້ອມການປຸງແຕ່ງທີ່ມີຄວາມຕ້ອງການສູງ.
| ປະເພດສ່ວນປະກອບ | ທີ່ມາ (ຜູ້ຜະລິດ) | ຄໍາເຫັນ |
| ລະບົບຄວບຄຸມ | ||
| Cnc controller | HF Integrated CNC / Autocut CNC | ມີສອງທາງເລືອກ |
| ຫົວໜ້າເຄື່ອງຂັບ ((ເລືອກໄດ້) | ||
| ໂຄງສ້າງແບບຫລໍ່ | ໃນປະເທດ | HT300 ຫລໍ່ດ້ວຍເມັດທรายເຮຊິນ |
| ຊຸດກົນໄກລູກປັ້ນ | HIWIN, ຕາເວັນອອກກາງ | ຄວາມແທ້ຈິງຊັ້ນ P3 |
| ທາງນຳເສັ້ນສະແດງ | HIWIN, ຕາເວັນອອກກາງ | |
| ເຄື່ອງປ້ອນ | NSK, ຍີ່ປຸ່ນ / Harbin, ຈີນ | |
| ສ່ວນປະກອບຊົງສານ | ||
| ຕິດຕັກເອັກຊີເວັດ | Siemens | |
| รีเลย์ | OMRON | |
| ທໍ່ພະລັງງານຄວາມຖີ່ສູງ | ນຳເຂົ້າຈາກຍີ່ປຸ່ນ | |
| ໝໍ້ແປງ | ໃນປະເທດ | |
| MOTOR SAVO | Delta, Taiwan | ມอເຕີ້ AC Servo |
| ອື່ນໆ | ຍີ່ປຸ່ນ, Taiwan, ການຮ່ວມທຶນ | |
ເປັນໄປຕາມມາດຕະຖານແຫ່ງຊາດ GB7926-2015 'ເຄື່ອງມືຕັດເສັ້ນລວດ EDM (ປະເພດກັບຄືນ) - ການກວດສອບຄວາມຖືກຕ້ອງ':
| ການກວດສອບລາຍການ | ຄວາມຖິ່ງ |
| ດ້ານກົງກັນຂ້າມຂອງປີລະມິດແປດຫຼ່ຽມປົກກະຕິ (ພາບກາງຕັດແບບຕັ້ງ) | 0.012 mm / 0.009 mm (ຫຼັງຈາກຕັດແລ້ວ) / ຄວາມສູງ 40 mm |
| ດ້ານກົງກັນຂ້າມຂອງປິຣຸນແປດຫຼ່ຽມປົກກະຕິ 28 ມມ (ພາບກົງຂ້າມແນວນອນ) | 0.015 ມມ / 0.010 ມມ (ຫຼັງຈາກຕັດ) / ສູງ 40 ມມ |
| ຄວາມຖືກຕ້ອງໃນການຈັດຕຳແໜ່ງແກນ X, Y | 0.025 ມມ / ໃນຂອບເຂດ 1000 ມມ |
| ຄວາມຖືກຕ້ອງໃນການຈັດຕຳແໜ່ງຊ້ຳ | 0.013 ມມ / ໃນຂອບເຂດ 1000 ມມ |
| ຄວາມຄົມຂອງພື້ນຜິວ (Ra) | Ra ≤ 2.5 μm / Ra ≤ 0.8 μm (ຫຼັງຈາກຕັດ) |
| ລຳດັບ | ອຸປະກອນເສີມ |
| 1 | ไฟສົງງານ |
| 2 | ອຸປະກອນຈັບລັອກງ່າຍ |
| 3 | ອຸປະກອນຈັດຕຳແໜ່ງເສັ້ນລວດແບບຕັ້ງແຕ້ນ |
| 4 | ຄານບັງຄັບດ້ວຍມື |
| 5 | ຕຶງຊັກລວດໄຟ |
| 6 | ລະບົບນ້ຳມັນເຮັດວຽກ |
| 7 | ແຜ່ນປ້ອງກັນນ້ຳ splatter ຂອງຕາຕະລາງ |
| ລຳດັບ | เอกสาร |
| 1 | ບັນທຶກການບັນຈຸ |
| 2 | ລາຍງານການກວດກາຄຸນນະພາບໂຮງງານ |
| 3 | 1 ສຳເນົາຄູ່ມືການດຳເນີນການລະບົບ |
| 4 | 1 ສຳເນົາຄູ່ມືຜູ້ໃຊ້ເຄື່ອງຈັກ |
✦ ຈາກວັນທີສົ່ງສິນຄ້າ, ຜູ້ສະໜອງໃຫ້ການຮັບປະກັນດ້ານກົນຈັກ 1 ປີ. ໃນເງື່ອນໄຂການດຳເນີນງານປົກກະຕິ, ຜູ້ສະໜອງຈະຮັບຜິດຊອບໃນການບຳລຸງຮັກສາແລະການປ່ຽນຊິ້ນສ່ວນສຳຮອງໂດຍບໍ່ເສຍຄ່າ; ແຕ່ວ່າຊິ້ນສ່ວນທີ່ສຶກ, ຊິ້ນສ່ວນທີ່ສວມໃສ່, ແລະ ເຄື່ອງມືບໍ່ຢູ່ໃນການຮັບປະກັນ.
✦ ຫຼັງຈາກໄລຍະເວລາຮັບປະກັນ 1 ປີ, ຜູ້ສະໜອງຈະສະໜອງຊິ້ນສ່ວນສຳຮອງທີ່ຈຳເປັນສຳລັບການຊຳລະຄ່າຊິ້ນສ່ວນແລະໃຫ້ບໍລິການຊຳລະຄ່າບໍລິການໃນລາຄາທີ່ເໝາະສົມ.
ຜູ້ສະໜອງຕ້ອງໃຫ້ການຝຶກອົບຮົມຟຣີທີ່ສະຖານທີ່ຂອງຜູ້ສະໜອງສຳລັບພະນັກງານດ້ານວິຊາກອນຈຳນວນ 1-2 ຄົນ ໃນໄລຍະ 1 ຫາ 2 ວັນ
| ລຳດັບ | ລາຍການ | ເນື້ອໃນການຝຶກອົບຮົມ |
| 1 | ການໂປຣແກມ | ຄຳແນະນຳກ່ຽວກັບວິທີການຂຽນໂປຼແກຼມ |
| 2 | ການດຳເນີນງານ | ແນະນຳໂຄງສ້າງເຄື່ອງທັງໝົດ, ຂັ້ນຕອນການເປີດເຄື່ອງໃຊ້ງານ ແລະ ໜ້າທີ່ຫຼັກຂອງປຸ່ມຄວບຄຸມໃນແຜງຄວບຄຸມ |
| ການເອີ້ນໂປຼແກຼມ, ຄຳແນະນຳການດຳເນີນງານລາຍລະອຽດ | ||
| ຂໍ້ຄວນລະວັງໃນການດຳເນີນງານ ແລະ ມາດຕະການຄວາມປອດໄພ | ||
| 3 | ການບຳລຸງຮັກສາເຄື່ອງຈັກ | 1) ແນວຄິດພື້ນຖານຂອງໂຄງສ້າງເຄື່ອງຈັກ: |
| – ໂຄງສ້າງຂອງແກນ X, Y, Z, U ແລະ V | ||
| – ລະບົບໂຄງສ້າງຂອງລະບົບໄຮໂດຼລິກແລະລະບົບສະຫຼຽມນ້ຳມັນ | ||
| 2) ບັນຫາແລະການບຳລຸງຮັກສາທົ່ວໄປຂອງເຄື່ອງຈັກ: | ||
| – ຂັ້ນຕອນການຈັດການກັບການຫັກຂອງລວດ | ||
| 4 | ບໍາລຸງຮັກສາໄຟຟ້າ | 1) ການສະແດງຕົວແບ່ງສ່ວນໄຟຟ້າທົ່ວໄປແລະສັນຍາລັກ |
| 2) ການແນະນຳຄວາມຮູ້ພື້ນຖານດ້ານໄຟຟ້າ | ||
| 3) ການອະທິບາຍຜັງວົງຈອນໄຟຟ້າຄວບຄຸມເຄື່ອງຈັກ | ||
| 4) ການແກ້ໄຂບັນຫາຂອງຂໍ້ຜິດພາດໄຟຟ້າທົ່ວໄປ | ||
| 5 | ການທົດສອບ | ການທົດສອບແລະການກວດສອບການດຳເນີນງານຂອງເຄື່ອງຈັກ |





