







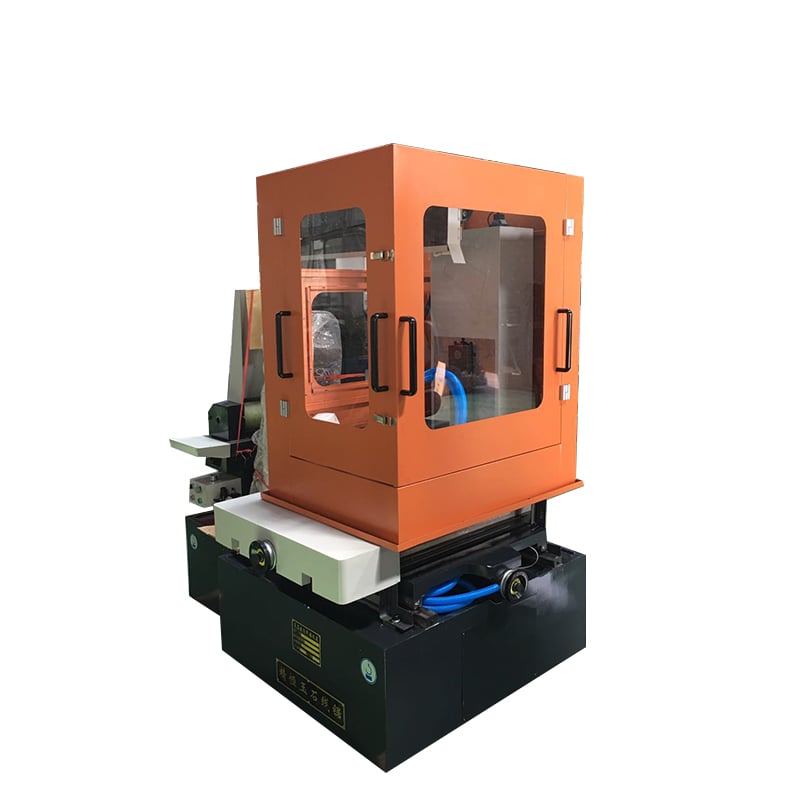



- अवलोकन
- मुख्य मापदंड
- अनुशंसित उत्पाद
| क्रमांक | वस्तु | विशिष्टताएँ |
| 1 | अक्ष यात्रा | X-अक्ष: 550 मिमी Y-अक्ष: 650 मिमी |
| 2 | वर्कटेबल का आकार (X × Y) | 610 मिमी × 790 मिमी |
| 3 | Z-अक्ष फीड ऊंचाई | वैकल्पिक: 300 मिमी- 600 मिमी |
| 4 | मशीनिंग सटीकता | ±0.03 मिमी |
| 5 | यांत्रिक संरचना | X और Y अक्ष: उच्च-परिशुद्धता वाले रैखिक गाइड रेल और बॉल स्क्रू |
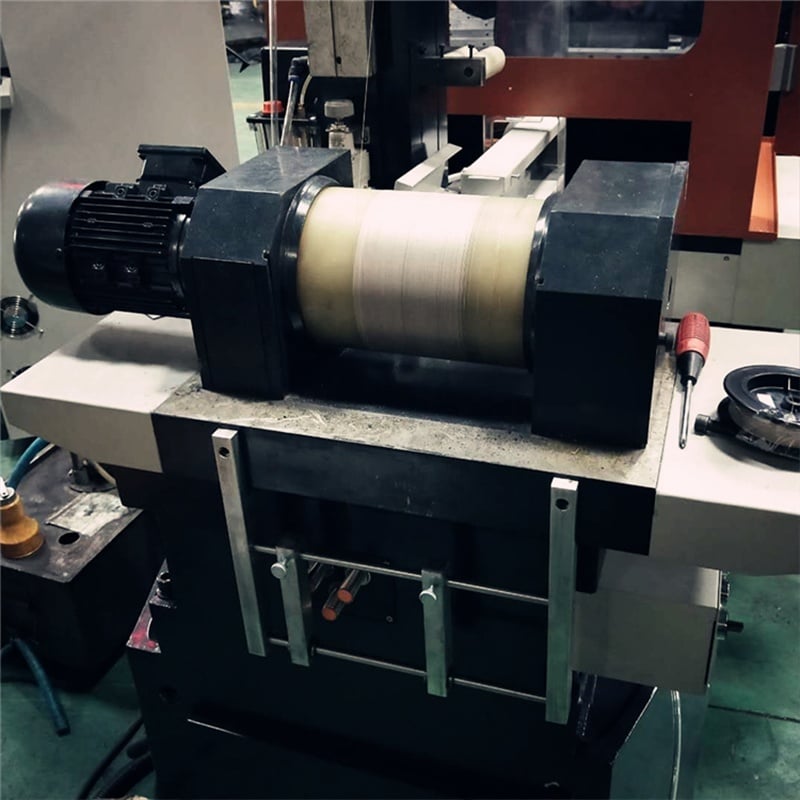
| 6 | गति | हीरा तार की गति: 0–11.5 मी/से (समायोज्य) |
| काटने की गति: सामग्री पर निर्भर करता है | ||
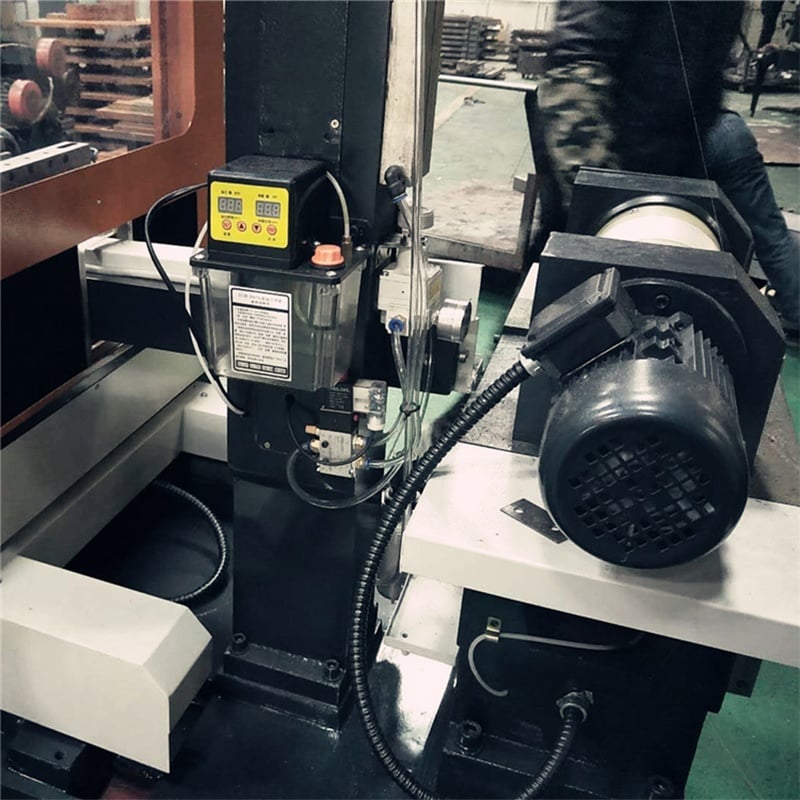
| 7 | उपकरण प्रणाली | शीतलन विधि: जल शीतलन |
| स्नेहन: मैनुअल स्नेहन प्रणाली | ||
| हीरा तार का व्यास: φ0.12–0.44 मिमी | ||
| 8 | ड्राइव प्रणाली | समर्पित ड्राइवर के साथ स्टेपर मोटर |
| 9 | पावर सप्लाई | एसी 380V (वैकल्पिक 220V), 50Hz |
| 10 | निरंतर तनाव उपकरण | हवा के पंप के माध्यम से पवास्थितिक नियंत्रण |
| 11 | समर्थित फ़ाइल प्रारूप | जी-कोड, 3बी कोड |
| 12 | नियंत्रण प्रणाली | एचएल सीएनसी नियंत्रण प्रणाली |
| 13 | समग्र आयाम (लंबाई×चौड़ाई×ऊँचाई) | 2200 मिमी × 1500 मिमी × 2100 मिमी |
| 14 | मशीन का वजन | 2100 किलोग्राम |
☆ विशेषताएं:
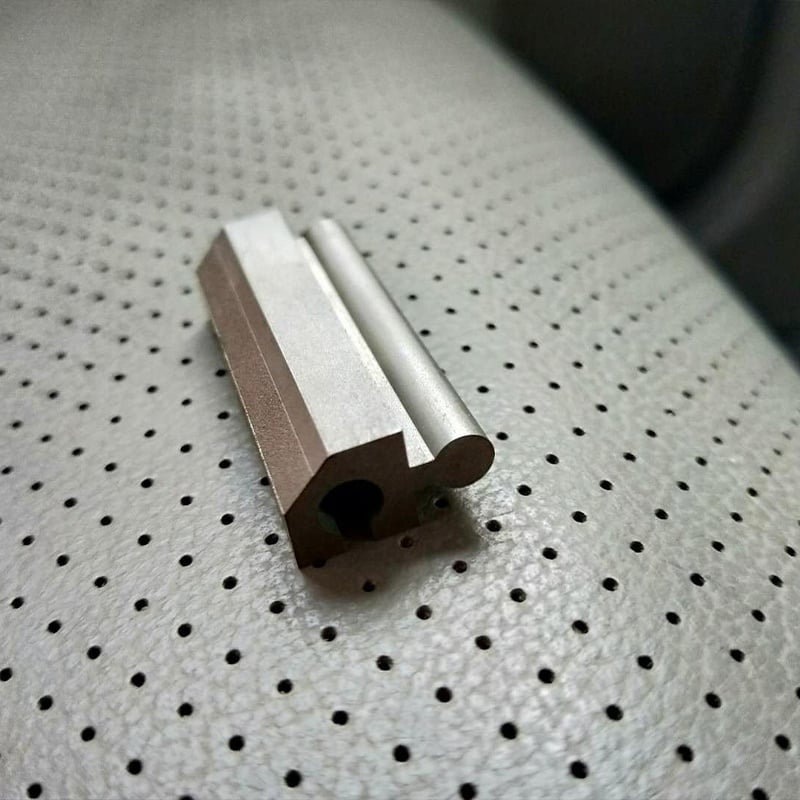
1. छोटी से मध्यम मोटाई वाली गैर-चालक और अत्यधिक कठोर सामग्री के सटीक काटने और प्रोफाइलिंग के लिए डिज़ाइन किया गया।
2. मशीन के ढलाई उच्च-ताप तनाव-उपशमन उपचार से गुज़रते हैं ताकि संरचनात्मक स्थिरता और मशीनिंग सटीकता सुनिश्चित की जा सके।
3. आवर्तक डायमंड अपघर्षक वायर काटने का उपयोग करता है, जिससे संचालन लागत कम होती है और वायर की खपत में कमी आती है।
4. सटीक नियंत्रित आवर्तक वायर फीड सिस्टम से लैस, जटिल सिल्हूट काटने और संकीर्ण कार्यस्थल अनुप्रयोगों के लिए उपयुक्त।
5. एकीकृत HL संख्यात्मक नियंत्रण प्रणाली, उपयोगकर्ता के अनुकूल प्रोग्रामिंग और विषम ज्यामिति की दक्ष और सटीक मशीनिंग के लिए वास्तविक समय नियंत्रण को जोड़ती है।
☆ अनुप्रयोग सामग्री:
ग्रेफाइट, एपॉक्सी राल बोर्ड, संगमरमर, जेड, शेल, पन्ना, एगेट, ऑप्टिकल ग्लास, सिरेमिक, फेराइट, अर्धचालक सामग्री, सिलिकॉन कार्बाइड, अग्नि-प्रतिरोधी ईंटें, शेल, पन्ना, एगेट आदि।
आपूर्तिकर्ता खरीदार के 1–2 तकनीकी कर्मचारियों को 1 से 2 दिन की नि: शुल्क स्थानीय प्रशिक्षण सुविधा प्रदान करेगा।
|
क्रमांक |
वस्तु |
प्रशिक्षण सामग्री |
|
1 |
प्रोग्रामिंग |
हीरा तार काटने के लिए CAM प्रोग्रामिंग का परिचय |
|
G-कोड और 3B कोड का उपयोग |
||
|
तार व्यास क्षतिपूर्ति और पथ ऑफसेट सेटिंग्स |
||
|
2 |
संचालन |
मशीन संरचना और घटकों का अवलोकन |
|
स्टार्टअप और शटडाउन प्रक्रियाएं |
||
|
नियंत्रण पैनल के कार्य |
||
|
प्रोग्राम लोडिंग और पैरामीटर समायोजन |
||
|
सुरक्षित संचालन प्रोटोकॉल |
||
|
3 |
यांत्रिक रखरखाव |
भाग 1: संरचना अवलोकन |
|
– एक्स/वाई/जेड अक्ष गति प्रणाली और गाइड रेल |
||
|
– तार फीडिंग और तनाव इकाई |
||
|
– स्नेहन और शीतलन प्रणाली |
||
|
भाग 2: समस्या निवारण |
||
|
– हीरे के तार का स्थानापन्न |
||
|
– गाइड पहिया और तार मार्ग संरेखण |
||
|
– तार टूटना या अटकने की स्थिति से निपटना |
||
|
4 |
विद्युत रखरखाव |
प्रमुख विद्युत घटकों और प्रतीकों की पहचान करना |
|
विद्युत परिपथों की मूल बातें |
||
|
नियंत्रण कैबिनेट आरेख पढ़ना |
||
|
दोष निदान (मोटर, सेंसर, सिग्नल समस्याएं) |
||
|
5 |
व्यावहारिक परीक्षण |
कार्य-वस्तु का दृढ़ीकरण और संरेखण |
|
प्रोग्राम ड्राई-रन सत्यापन |
||
|
वास्तविक कटिंग परीक्षण और निगरानी |
||
|
कार्य-वस्तु निरीक्षण और गुणवत्ता मूल्यांकन |
- डिलीवरी की तारीख से, आपूर्तिकर्ता एक वर्ष की यांत्रिक वारंटी प्रदान करता है। सामान्य संचालन की स्थिति में, आपूर्तिकर्ता स्पेयर पार्ट्स की मुफ्त सेवा और प्रतिस्थापन के लिए उत्तरदायी है; हालांकि, खपत योग्य भाग, पहने हुए भाग और उपकरण वारंटी के दायरे में शामिल नहीं हैं।
- एक वर्ष की वारंटी अवधि के बाद, आपूर्तिकर्ता मरम्मत के लिए आवश्यक स्पेयर पार्ट्स प्रदान करेगा और उचित शुल्क पर मरम्मत सेवाएं प्रदान करेगा।





