







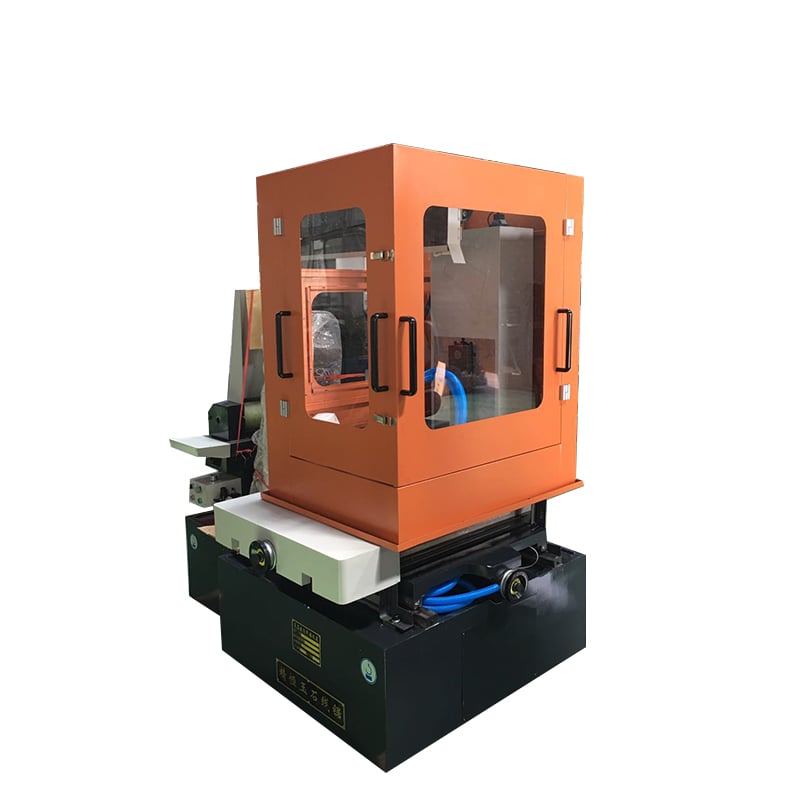



- ภาพรวม
- พารามิเตอร์หลัก
- สินค้าที่แนะนำ
| ลำดับที่ | รายการสินค้า | ข้อกำหนด |
| 1 | การเดินทางของแกน | แกน X: 550 มม. แกน Y: 650 มม. |
| 2 | ขนาดโต๊ะทำงาน (X × Y) | 610 มม. × 790 มม. |
| 3 | ความสูงการป้อนแกน Z | แบบเลือกได้: 300 มม. - 600 มม. |
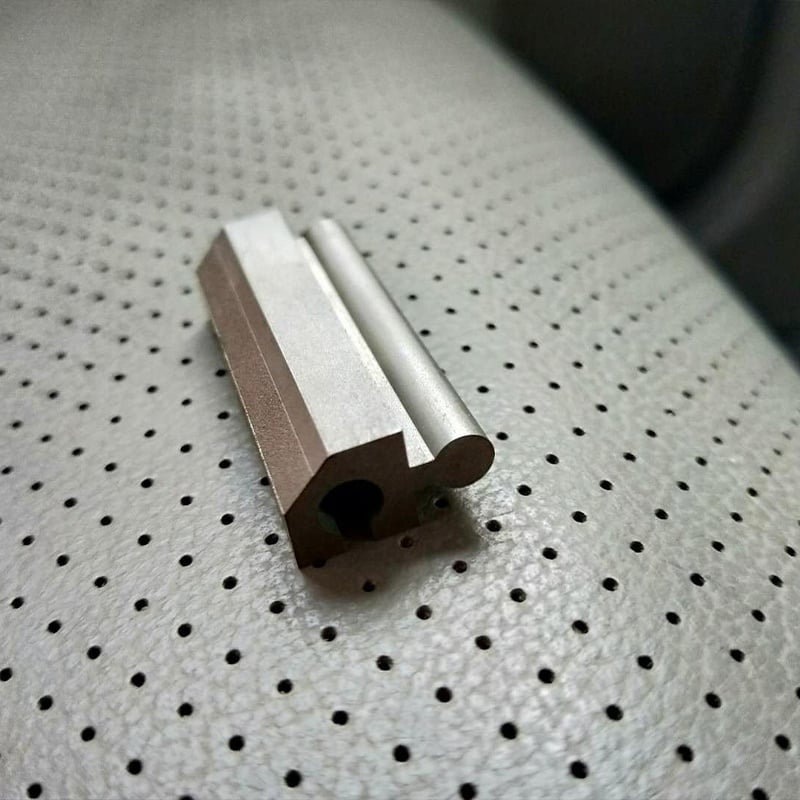
| 4 | ความแม่นยำของการทำงาน | ±0.03 มม. |
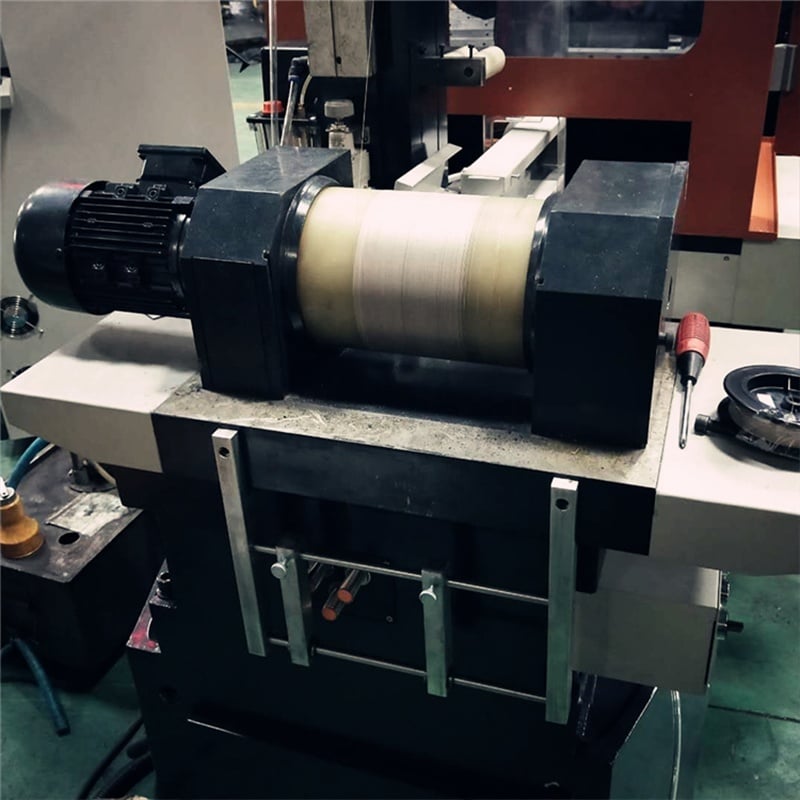
| 5 | โครงสร้างกลไก | แกน X และ Y: รางเลื่อนแบบไกด์เชิงเส้นความแม่นยำสูงและสกรูบอล |
| 6 | ความเร็ว | ความเร็วลวดเพชร: 0–11.5 ม./วินาที (ปรับได้) |
| ความเร็วในการตัด: ขึ้นอยู่กับวัสดุ | ||
| 7 | ระบบช่วยเสริม | วิธีการระบายความร้อน: ระบายความร้อนด้วยน้ำ |
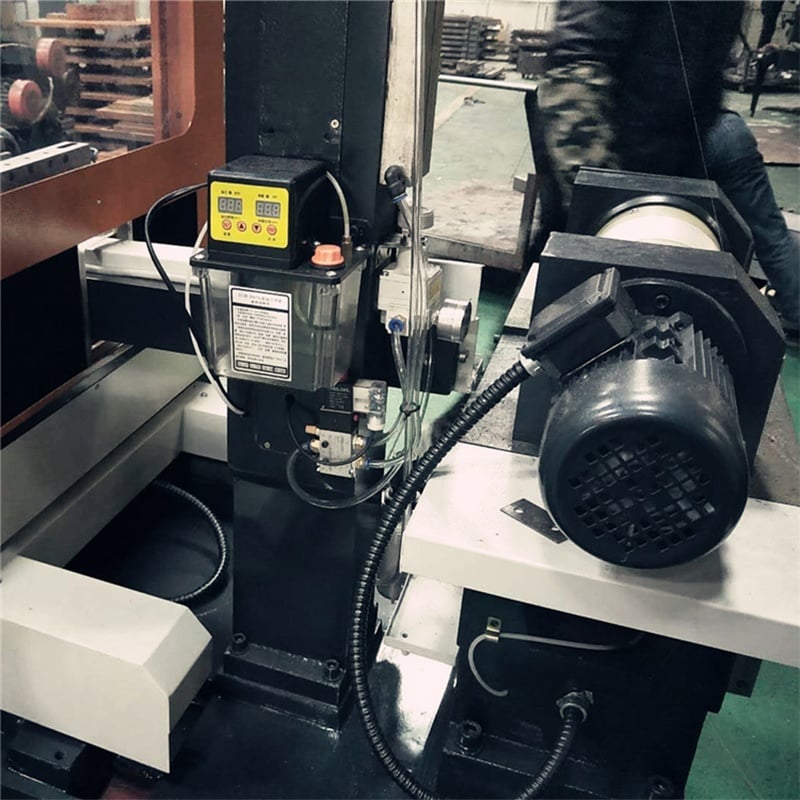
| ระบบหล่อลื่น: ระบบหล่อลื่นแบบแมนนวล | ||
| เส้นผ่านศูนย์กลางลวดเพชร: φ0.12–0.44 มม. | ||
| 8 | ระบบขับเคลื่อน | มอเตอร์สเต็ปเปอร์พร้อมไดรเวอร์เฉพาะ |
| 9 | การให้พลังงาน | AC 380V (220V แบบเสริม), 50Hz |
| 10 | อุปกรณ์แรงตึงคงที่ | ควบคุมระบบลมผ่านปั๊มลม |
| 11 | รูปแบบไฟล์ที่รองรับ | G-code, 3B code |
| 12 | ระบบควบคุม | ระบบควบคุม HL CNC |
| 13 | ขนาดโดยรวม (กว้าง×ยาว×สูง) | 2200 mm × 1500 mm × 2100 mm |
| 14 | น้ำหนักเครื่อง | 2100 กก. |
☆ คุณสมบัติ:
1. ออกแบบมาเพื่อการตัดและตกแต่งชิ้นงานที่มีความแม่นยำสูงสำหรับวัสดุที่ไม่นำไฟฟ้าและวัสดุที่มีความแข็งสูงมากในช่วงความหนาขนาดเล็กถึงกลาง
2. ชิ้นส่วนหล่อของเครื่องผ่านการอบเพื่อขจัดความเครียดจากอุณหภูมิสูง เพื่อให้มั่นใจถึงความเสถียรของโครงสร้างและความแม่นยำในการทำงาน
3. ใช้เทคโนโลยีการตัดด้วยลวดเคลือบเพชรแบบสั่นกลับด้าน ช่วยลดต้นทุนการดำเนินงานและลดการใช้ลวด
4. ติดตั้งระบบป้อนลวดแบบควบคุมความแม่นยำสูงเหมาะสำหรับการตัดรูปทรงซับซ้อนและใช้งานในพื้นที่แคบ
5. ระบบควบคุมเชิงตัวเลข HL แบบบูรณาการ ผสานการเขียนโปรแกรมที่ใช้งานง่ายกับการควบคุมแบบเรียลไทม์ เพื่อการทำงานที่มีประสิทธิภาพและความแม่นยำสูงในการตัดชิ้นงานที่มีรูปร่างไม่สมมาตร
☆ วัสดุที่ใช้ในการติดตั้ง:
กราไฟต์, แผ่นเรซินอีพ็อกซี, หินอ่อน, เยลล์, หินดินดาน, โมรา, หินอาเกต, กระจกแสง, เซรามิกส์, เฟอร์ไรต์, วัสดุกึ่งตัวนำ, ซิลิคอนคาร์ไบด์, อิฐทนไฟ, หินดินดาน, โมรา, หินอาเกต, เป็นต้น
ผู้ขายจะต้องจัดการฝึกอบรมฟรีในสถานที่จริงให้กับเจ้าหน้าที่เทคนิคของผู้ซื้อ 1–2 คน เป็นระยะเวลา 1–2 วัน
|
ลำดับที่ |
รายการสินค้า |
เนื้อหาการฝึกอบรม |
|
1 |
การเขียนโปรแกรม |
แนะนำการเขียนโปรแกรม CAM สำหรับการตัดด้วยเส้นลวดเพชร |
|
การใช้งานรหัส G และรหัส 3B |
||
|
การปรับค่าชดเชยเส้นผ่าศูนย์กลางลวดและความตั้งค่าการเบี่ยงเบนเส้นทาง |
||
|
2 |
การดำเนินงาน |
ภาพรวมโครงสร้างและชิ้นส่วนของเครื่องจักร |
|
ขั้นตอนการเริ่มต้นและการปิดเครื่อง |
||
|
ฟังก์ชันของแผงควบคุม |
||
|
การโหลดโปรแกรมและการปรับค่าพารามิเตอร์ |
||
|
โปรโตคอลการปฏิบัติงานอย่างปลอดภัย |
||
|
3 |
การบำรุงรักษาเชิงกล |
ส่วนที่ 1: ภาพรวมโครงสร้าง |
|
– ระบบการเคลื่อนที่ตามแนวแกน X/Y/Z และรางนำทาง |
||
|
– หน่วยป้อนลวดและแรงดึง |
||
|
– ระบบหล่อลื่นและระบายความร้อน |
||
|
ส่วนที่ 2: การแก้ปัญหา |
||
|
– การเปลี่ยนลวดเพชร |
||
|
– การปรับแนวล้อนำทางและเส้นทางลวด |
||
|
– การจัดการเมื่อลวดขาดหรือติดขัด |
||
|
4 |
การบำรุงรักษาระบบไฟฟ้า |
ระบุชิ้นส่วนและสัญลักษณ์ไฟฟ้าหลัก |
|
พื้นฐานของวงจรไฟฟ้า |
||
|
การอ่านแผนผังตู้ควบคุม |
||
|
การวินิจฉัยข้อผิดพลาด (ปัญหาเกี่ยวกับมอเตอร์ เซ็นเซอร์ และสัญญาณ) |
||
|
5 |
การทดสอบภาคปฏิบัติ |
การยึดชิ้นงานและปรับแนวให้ตรง |
|
การตรวจสอบโปรแกรมก่อนทำงานจริง |
||
|
การทดสอบตัดจริงและการตรวจสอบ |
||
|
การตรวจสอบชิ้นงานและประเมินคุณภาพ |
- นับจากวันที่ส่งมอบสินค้า ผู้จัดจำหน่ายจะรับประกันส่วนเครื่องจักรเป็นระยะเวลา 1 ปี ในสภาพการใช้งานปกติ ผู้จัดจำหน่ายจะรับผิดชอบในการบำรุงรักษาและเปลี่ยนชิ้นส่วนอะไหล่โดยไม่คิดค่าใช้จ่าย อย่างไรก็ตาม อะไหล่สิ้นเปลือง อะไหล่สึกหรอ และเครื่องมือไม่รวมอยู่ในเงื่อนไขการรับประกัน
- หลังจากหมดระยะเวลารับประกัน 1 ปี ผู้จัดจำหน่ายจะจัดเตรียมอะไหล่ที่จำเป็นสำหรับการซ่อมแซม และให้บริการซ่อมแซมในอัตราค่าบริการที่เหมาะสม





